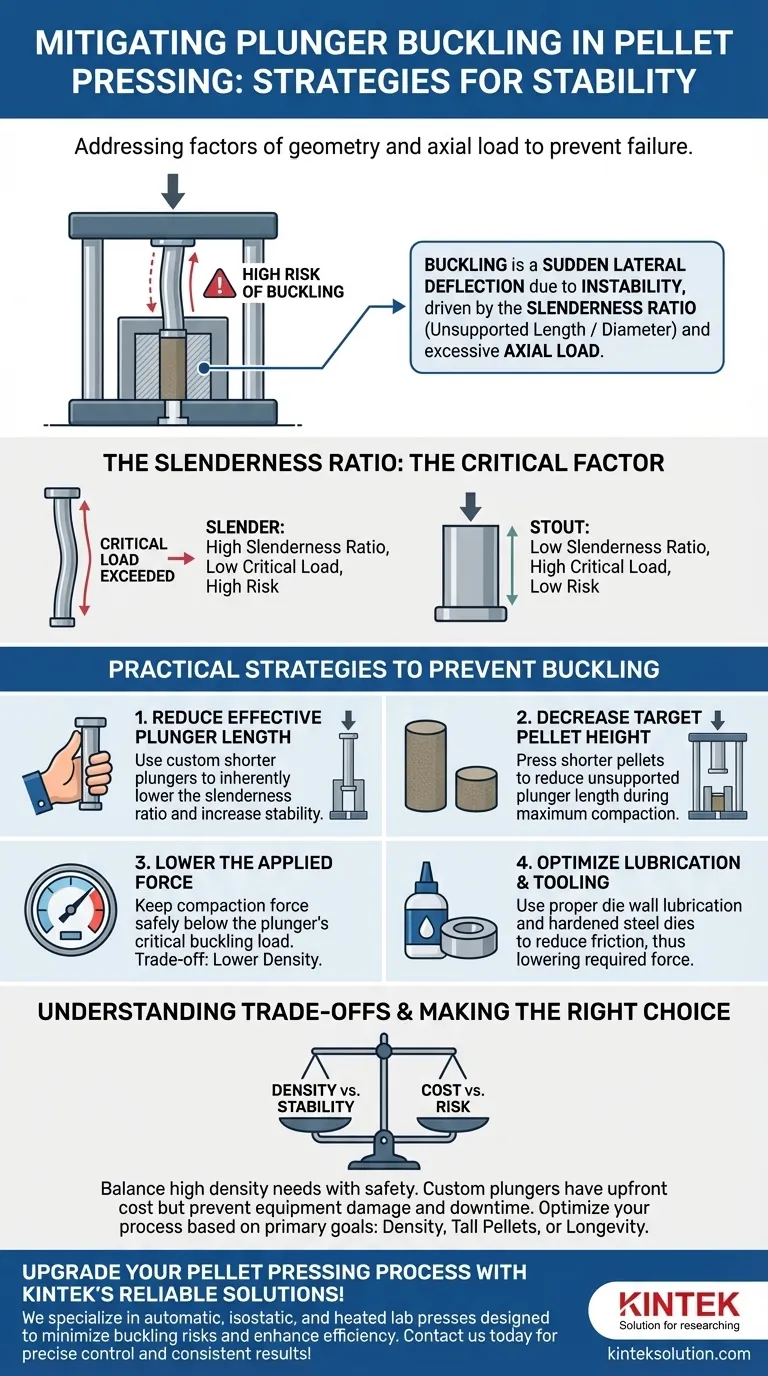
为了减轻压片过程中的柱塞屈曲,您必须直接解决导致这种不稳定性的因素:柱塞的几何形状及其必须承受的轴向载荷。最有效的方法是减小施加的压实力、减小压片的最终高度,或使用定制的、较短的柱塞。这些调整对于防止结构失效以及确保设备和样品的完整性至关重要。
屈曲本质上是稳定性失效,而不仅仅是材料强度失效。风险是由柱塞的细长比驱动的——其有效无支撑长度与其直径之比。您的主要目标是最小化这个比率或减小作用在其上的压缩力。
柱塞屈曲的物理学
理解柱塞为何屈曲是防止屈曲的第一步。这种失效不是渐进的弯曲,而是在超过特定载荷阈值时发生的突然的、灾难性的横向偏转。
什么是屈曲?
想象一下用手按压竖立的塑料尺子。施加少量力时,它保持笔直。但一旦施加足够的力——临界载荷——它就会突然向侧面弯曲。这就是屈曲。
同样的原理也适用于模具中的柱塞。当它压缩粉末时,它就像一根承受巨大轴向载荷的细长柱。
细长比的关键作用
决定屈曲风险的最重要因素是柱塞的细长比。这是其无支撑长度与其横截面尺寸(通常是直径)之比。
长而细的柱塞“细长”,极易屈曲。短而粗的柱塞“粗壮”,可以承受更高的压缩力,而无需担心屈曲。
压实力如何引发失效
对于任何给定的柱塞几何形状,它在屈曲之前可以承受一个理论上的最大力。在压片过程中,如果柱塞太长或目标密度太高,压实粉末所需的力很容易超过这个临界载荷。

防止屈曲的实用策略
以下策略通过修改柱塞的几何形状或过程中涉及的力来直接解决屈曲的物理问题。
策略1:减小柱塞的有效长度
这是最直接有效的方法。较短的柱塞具有较低的细长比,因此本质上更稳定。如果您一直压制出的压片导致柱塞有很长一段距离没有支撑,那么使用定制的、较短的柱塞是最好的解决方案。
策略2:降低目标压片高度
压制较高的压片需要更大的柱塞行程,这会增加柱塞在最大压实瞬间的无支撑长度。
通过减小压片的最终目标高度,您可以确保柱塞在操作的最高压力阶段得到模具壁的更好支撑,从而有效降低其细长比。
策略3:降低施加的力
直接降低最大压实力将使其安全地低于柱塞的临界屈曲载荷。
然而,这通常需要权衡压片质量,因为较低的力可能导致较低的密度和强度。这种方法与其他策略结合使用时最有效。
策略4:优化润滑和模具
粉末与模具壁之间的摩擦会阻碍您的压实作用力。摩擦力越大,您必须施加的力就越大才能达到所需的密度,从而增加屈曲的风险。
使用适当的模具壁润滑和光滑的硬化钢模具可以减少这种摩擦。这使您能够以较低的施加力达到目标密度,直接降低柱塞上的应力。
理解权衡
实施这些策略需要平衡相互竞争的目标。认识到这些权衡是优化整个过程的关键。
压片密度与柱塞稳定性
最常见的冲突是在实现高压片密度和确保柱塞安全之间。更高的密度需要更高的力,这会增加屈曲风险。您必须找到能生产出可接受压片且不危及模具的最佳力。
模具成本与操作风险
订购定制的较短柱塞会产生前期成本和交货时间。然而,这项投资可以很容易地通过防止标准柱塞损坏、样品报废和大量的操作停机时间所带来的成本来抵消。
吞吐量与过程可靠性
尝试生产非常高的压片可能看起来效率很高,但这会显著提高屈曲失效的可能性。如果设备故障变得普遍,追求更高的吞吐量可能会导致整体可靠性和产量下降。
为您的流程做出正确选择
您的理想策略取决于压片操作的主要目标。
- 如果您的主要目标是最大化压片密度: 优先使用尽可能短的柱塞,并确保模具得到适当润滑,以最大程度地减少所需的压实力。
- 如果您的主要目标是生产高压片: 您必须通过使用更宽直径的柱塞(如果模具允许)并精确控制压制力以使其低于临界屈曲载荷来降低固有风险。
- 如果您的主要目标是设备寿命和可靠性: 采用标准化的较短压片高度,投资高质量的硬化钢模具,并实施严格的润滑和维护计划。
通过了解屈曲是几何形状和稳定性的挑战,而不仅仅是力的挑战,您可以战略性地调整您的流程以获得一致且可靠的结果。
摘要表:
| 策略 | 关键行动 | 主要益处 |
|---|---|---|
| 减小柱塞长度 | 使用定制的较短柱塞 | 降低细长比以提高稳定性 |
| 降低压片高度 | 压制较短的压片 | 减少无支撑长度和风险 |
| 降低施加力 | 调整压实力 | 防止超过临界载荷 |
| 优化润滑 | 使用模具壁润滑剂 | 降低摩擦和所需力 |
使用 KINTEK 可靠的实验室压片机升级您的压片流程! 我们专注于自动实验室压片机、等静压机和加热实验室压片机,旨在最大限度地降低屈曲风险并提高实验室效率。我们的解决方案确保精确控制、耐用性和一致的结果——立即通过我们的联系表联系我们,讨论我们如何支持您的需求并防止设备故障!
图解指南
相关产品
- 全自动实验室液压机 实验室压片机
- 手动冷等静压 CIP 制粒机
- 实验室液压压力机 实验室手套箱压粒机
- 用于 XRF 和 KBR 颗粒压制的自动实验室液压机
- 用于FTIR的XRF KBR塑料环实验室粉末压片模具



















