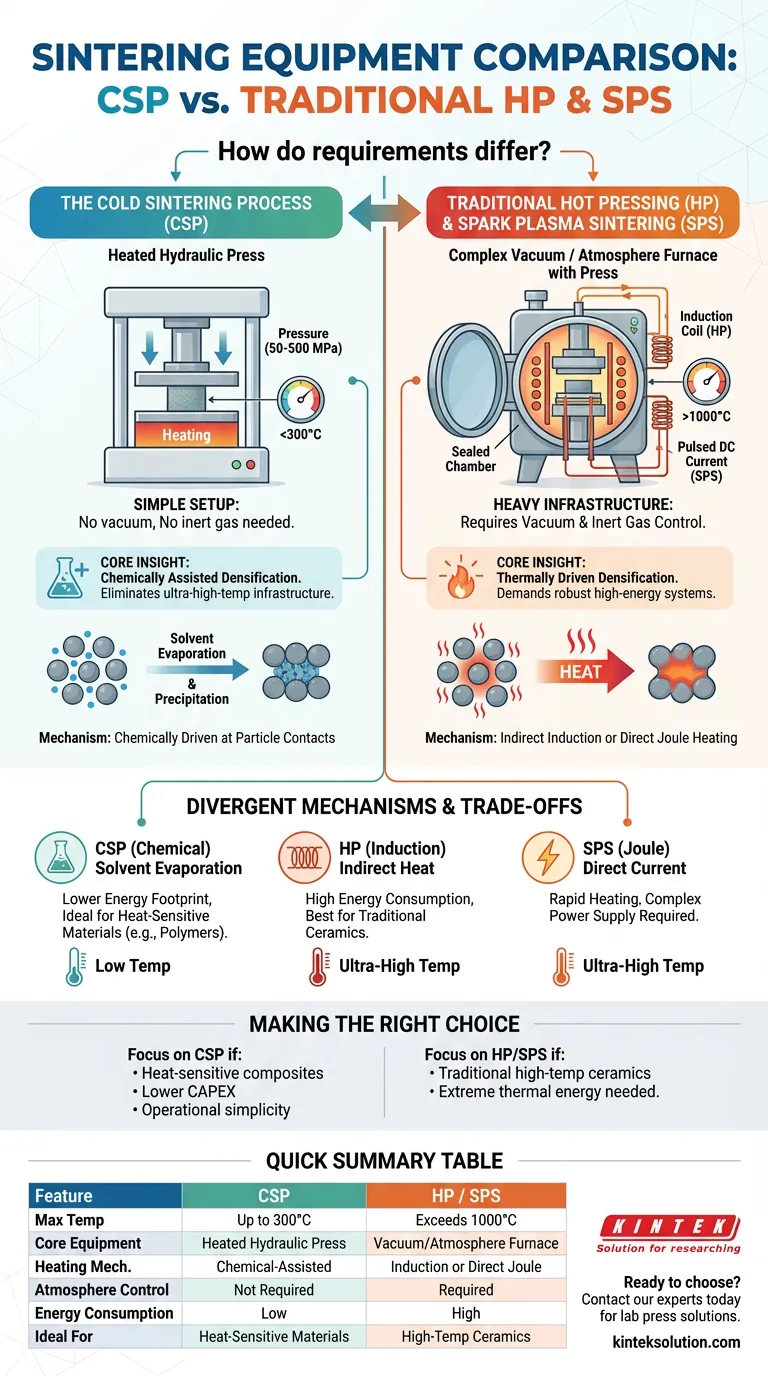
主要区别在于热基础设施的复杂程度:冷烧结工艺(CSP)仅需一台工作温度低于300°C的加热液压机,而热压(HP)和放电等离子烧结(SPS)则需要集成能够承受1000°C以上高温的真空或气氛炉的复杂系统。
核心见解:CSP将烧结机制从纯粹的热事件转变为化学辅助事件。这一转变消除了对高能、超高温基础设施的需求,使得使用标准工业压制设备即可实现致密化。
硬件鸿沟:简易性 vs. 强度
烧结设备的格局取决于结合颗粒所需的总热能量。
简化的CSP设置
冷烧结的设备非常简单。它围绕一台能够施加精确压力(通常为50-500 MPa)的加热液压机。
由于工艺在低温(最高300°C)下运行,因此不需要特殊的真空室或惰性气体气氛控制。设备只需管理压力施加,同时保持足够的热量以促进溶剂蒸发。
复杂的HP和SPS基础设施
相比之下,热压和放电等离子烧结等传统方法需要重型工业基础设施。这些系统必须将压制机构集成到真空或气氛炉内。
由于这些工艺在超高温(1000°C以上)下运行,设备必须足够坚固,能够安全地容纳和管理极端的热负荷。与CSP相比,这导致了巨大的资本投资和更高的操作复杂性。
不同的加热机制
要理解为何设备差异如此之大,您必须了解能量是如何传递到材料中的。
化学辅助致密化(CSP)
CSP利用液压机同时向含有瞬时溶剂的混合物施加热量和压力。
这里的加热功能不是直接熔化材料。相反,它蒸发溶剂,在颗粒接触点形成过饱和溶液。这驱动了沉淀和晶体生长,通过化学而非仅仅热的方式使材料致密化。
感应加热(HP)
感应热压依赖于位于模具组件外部的感应线圈。
这是一个间接过程。线圈加热石墨模具,然后石墨模具将热量传导到粉末。这需要能够产生和维持巨大磁场和热梯度的设备。
焦耳直接加热(SPS)
放电等离子烧结利用脉冲直流电流,该电流直接通过冲头和石墨模具。
模具组件的电阻产生强烈的内部焦耳热。虽然这提供了快速加热,但需要集成到压制单元中的复杂电源和电气控制。
理解权衡
虽然CSP提供了设备上的简易性,但理解其操作边界对于选择正确的工艺至关重要。
能耗和效率
HP和SPS本质上是高能耗的。产生1000°C以上的温度——无论是通过感应还是直流电——都需要大量的功率。
CSP极大地降低了能耗。通过将温度上限设定在300°C,加热元件的功率消耗仅为传统高温炉所需功率的一小部分。
材料兼容性
设备的选择决定了您可以加工哪些材料。HP和SPS的高温环境通常排除了使用热敏材料的可能性。
CSP设备的低温特性开启了全新的加工窗口。它允许热敏材料(如聚合物)的致密化,从而能够制造出使用传统高温烧结设备无法生产的陶瓷-聚合物复合材料。
为您的目标做出正确选择
在这些技术之间进行选择取决于您的材料限制和效率目标。
- 如果您的主要重点是加工热敏复合材料:选择CSP,因为其<300°C的工作范围是整合聚合物而不发生降解的唯一可行选择。
- 如果您的主要重点是操作简易性和较低的资本支出(CAPEX):选择CSP,以避免HP和SPS所需的复杂真空和高功率电气基础设施。
- 如果您的主要重点是传统高温陶瓷:请注意,虽然HP和SPS需要复杂且高能耗的设备,但它们提供了非瞬时溶剂材料所必需的极端热能。
最终,CSP代表了向简化、化学驱动制造的转变,而HP和SPS仍然是热驱动致密化的重型解决方案。
总结表:
| 特征 | 冷烧结工艺(CSP) | 热压(HP)/放电等离子烧结(SPS) |
|---|---|---|
| 最高温度 | 最高300°C | 超过1000°C |
| 核心设备 | 加热液压机 | 带压机的真空/气氛炉 |
| 加热机制 | 化学辅助(溶剂蒸发) | 感应(HP)或焦耳直接加热(SPS) |
| 气氛控制 | 不需要 | 需要真空或惰性气体 |
| 能耗 | 低 | 高 |
| 理想用于 | 热敏材料(例如聚合物) | 传统高温陶瓷 |
准备好选择适合您烧结需求的压机了吗?无论您是需要用于CSP的简易加热液压机,还是用于高温应用的坚固系统,KINTEK都能提供解决方案。我们在实验室压机(包括自动、等静压和加热实验室压机)方面的专业知识,确保您获得与您的材料和工艺目标相匹配的精确设备。 立即联系我们的专家,讨论我们如何优化您的实验室效率和能力!
图解指南
相关产品
- 带加热板的实验室用自动高温加热液压机
- 实验室用 24T 30T 60T 带加热板的加热型液压实验室压片机
- 用于 KBR 傅立叶变换红外光谱仪的 2T 实验室液压压粒机
- 带集成热板的手动加热式液压实验室压力机 液压压力机
- 实验室用带加热板的全自动加热液压机



















