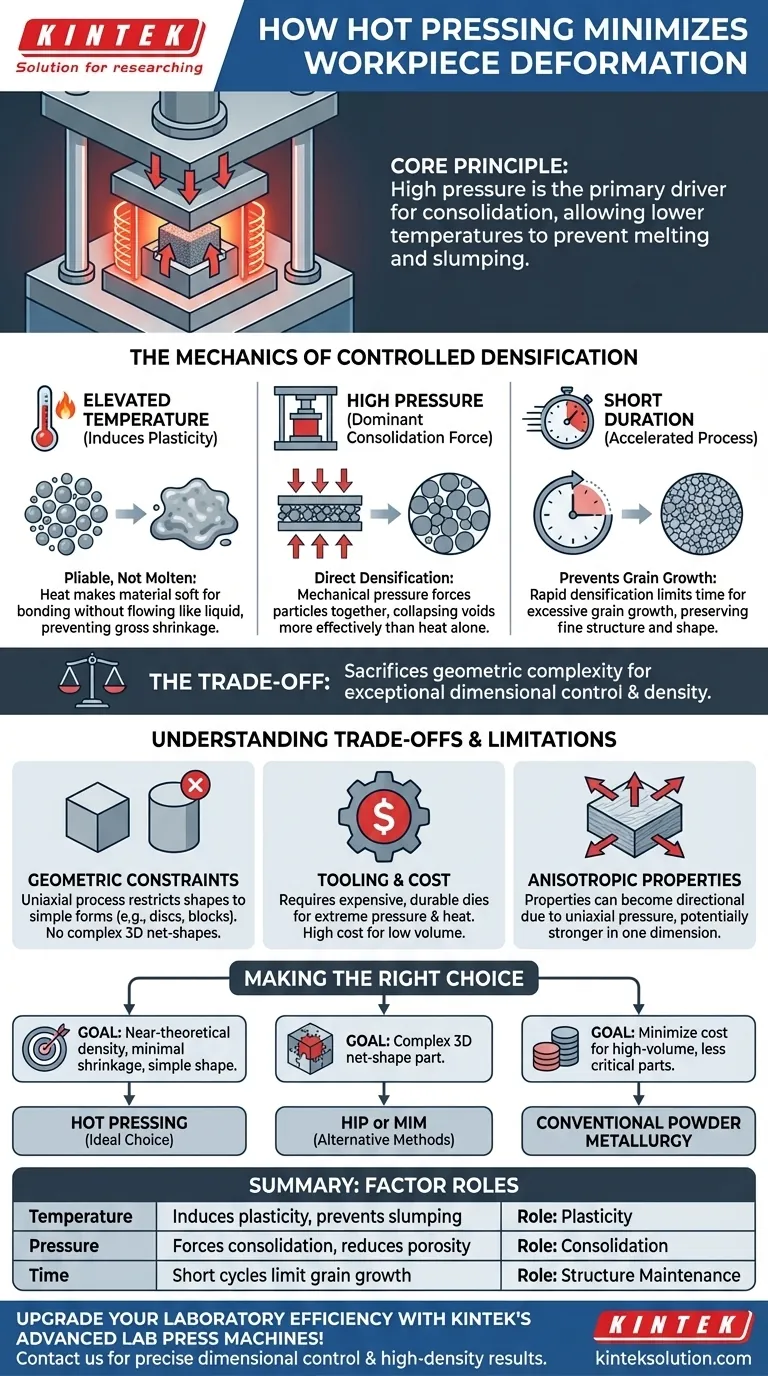
热压技术的核心是通过使用高压作为材料固结的主要驱动力,最大限度地减少工件变形 热压工艺的核心是通过使用高压作为材料固结的主要驱动力,最大限度地减少工件变形。这使得该工艺可以在足够高的温度下运行,使材料变得柔韧,但又能在足够低的温度下防止熔化、坍塌或显著收缩,而这些现象在其他高温制造方法中会导致尺寸不稳定。
热压是一种权衡:它以牺牲几何复杂性为代价,换取优异的尺寸控制和密度。热压工艺通过使用机械压力将材料颗粒挤压在一起来实现这一目标,从而减少了通常会导致工件变形的极热需求。
受控致密化的机械原理
热压成型的目的是将粉末或预型件转化为坚实、完全致密的零件。最大限度减少变形的关键在于如何通过精确控制温度、压力和时间这三个变量来实现这种致密化。
高温的作用
热压成型是在明显低于材料熔点的温度下进行的。这是保持工件形状的最关键因素。
加热的主要目的是:诱导 塑性 .它使材料变得足够柔软和可塑,使颗粒能够变形和粘合,但它的温度永远不会高到使材料像液体一样流动。这就避免了铸造或液相烧结等工艺中出现的坍塌和严重收缩。
高压的作用
压力是热压工艺的主导力量。温度使材料顺从,而外部施加的机械压力则承担了固结的重任。
这种高压迫使材料颗粒相互碰撞,使它们之间的孔隙和空隙塌陷。与仅靠热量将颗粒长期缓慢烧结在一起相比,这是一种更直接、更可控的获得密度的方法。
时间短的影响
由于高压能有效地加速致密化,因此整个过程可以在更短的时间内完成。
这种短周期时间对于防止不必要的微观结构变化至关重要,例如 晶粒过度生长 .大颗粒会使材料变脆,降低其机械性能。热压工艺通过快速达到全密度,保留了精细、坚固的晶粒结构,同时确保零件保持预定形状。

了解利弊和局限性
热压虽然在尺寸控制方面非常出色,但并不是万能的解决方案。了解其局限性对于做出明智的工艺决策至关重要。
几何和尺寸限制
最大的限制是热压通常是一种单轴工艺 单轴工艺 即沿单一轴施加压力。这就限制了其使用范围,只能用于相对简单的几何形状,如圆盘、圆柱和矩形块。
标准热压工艺无法生产复杂的三维形状。
模具和成本考虑
用于盛放工件的模具必须同时承受极高的压力和温度。这就需要昂贵的高性能材料,如特种石墨或难熔金属。
对于原型或小批量生产而言,这种模具的成本和准备时间会使热压工艺变得不经济。
各向异性的潜在特性
由于压力只沿一个方向施加,因此材料的晶粒结构和性能可能具有方向性,或称 各向异性 .
这意味着部件在一个维度上可能比另一个维度更强。对于要求所有方向都具有统一特性的应用来说,这可能是一个重大缺陷。
根据目标做出正确选择
选择制造工艺时,需要将其优势与您的主要目标结合起来。在对简单形状的尺寸精度要求较高的情况下,热压工艺就显得尤为突出。
- 如果您的首要目标是在简单形状中实现接近理论密度的最小收缩: 热压是制造尺寸稳定、高性能部件的理想选择。
- 如果您的主要重点是生产复杂的三维净成形零件: 您应该研究热等静压(HIP)或金属注射成型(MIM)等替代方法。
- 如果您的首要任务是最大限度地降低成本,大批量生产不太重要的部件: 传统的冲压烧结粉末冶金法可能是更经济的途径。
通过利用压力减少对热量的依赖,热压工艺为制造致密、尺寸精确的材料提供了一种无与伦比的方法。
汇总表:
| 因素 | 最小化变形的作用 |
|---|---|
| 温度 | 在不熔化的情况下诱导塑性,防止坍塌和收缩 |
| 压力 | 迫使颗粒固结,减少孔隙率和变形 |
| 时间 | 短周期限制晶粒生长,保持形状和强度 |
使用 KINTEK 先进的实验室压力机提高您的实验室效率! 无论您需要自动实验室压机、等静压机还是加热实验室压机,我们的解决方案都能为您的材料提供精确的尺寸控制和高密度结果。 立即联系我们 讨论我们如何满足您的特定实验室需求并改进您的生产流程!
图解指南