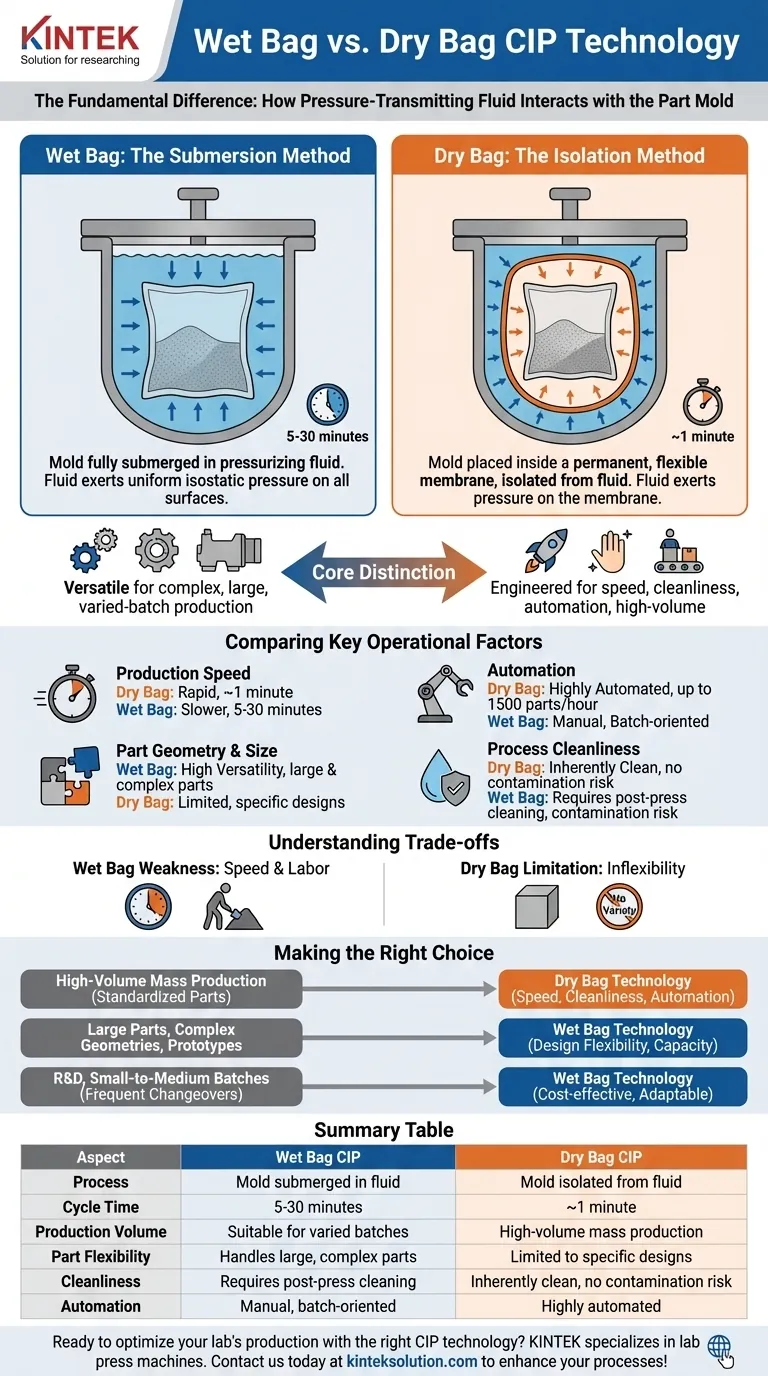
湿袋冷等静压(CIP)与干袋冷等静压(CIP)之间的根本区别在于传压流体与零件模具的相互作用方式。在湿袋CIP中,装有粉末的柔性模具完全浸没在加压流体中。在干袋CIP中,模具放置在压力容器内部一个永久性的柔性膜内,使模具和粉末与流体直接隔离。
这一核心区别使得湿袋技术成为复杂、大型或多批次生产的多功能选择,而干袋技术则专为大批量快速、清洁和自动化生产而设计。
了解核心机制
“湿袋”和“干袋”的名称直接描述了在压制周期中模具的状态。这种工艺设计上的单一差异决定了每种方法的独特优势和应用。
湿袋法:浸没法
在湿袋工艺中,粉末首先被密封在一个柔性的、防水的模具或“袋子”中。然后将整个密封的模具装入压力容器中,并完全浸没在液体中,通常是油或水。
当容器加压时,液体直接对袋子的所有表面施加均匀的、等静的压力,从而压实内部的粉末。可以在一个循环中压制多种不同形状和尺寸的零件。
干袋法:隔离法
在干袋工艺中,压力容器含有一个永久性的、内置的柔性隔膜作为屏障。粉末模具被放置在这个干燥的隔膜内部,这使其与加压流体隔离。
压力施加到隔膜外部的流体上,流体反过来围绕模具收缩以压实粉末。模具和最终形成的零件从未接触到流体,在整个过程中保持“干燥”。

比较关键操作因素
您在这些技术之间的选择完全取决于您的操作优先事项,例如生产速度、零件复杂性和所需的清洁度。
生产速度和周期时间
干袋技术专为速度而生。由于模具保持原位且工艺受控,周期时间极快,通常约为一分钟。
湿袋技术的周期明显较慢。装载、浸没、加压、减压和取出湿模具的过程导致周期时间为5到30分钟。
自动化和产量
快速的循环和固定的工装使干袋压制非常适合自动化大批量生产。系统可以设计为自动填充粉末和弹出零件,实现每小时高达1500个零件的速率。
湿袋压制是一种更偏向人工、以批次为导向的工艺。虽然它可以处理大量产品,但它不如干袋法那样适合高速度的自动化。
零件几何形状和尺寸灵活性
湿袋技术在通用性方面表现出色。它是生产非常大零件的首选方法,容器直径可达2000毫米。它很容易适应复杂的几何形状,并且可以在一个循环中压制混合的不同零件形状。
干袋系统通常专为更有限的零件尺寸范围而设计,并针对高产量生产一种特定的零件设计进行了优化。
工艺清洁度和污染
干袋本质上是一个更清洁的工艺。通过将粉末与加压流体隔离,它消除了交叉污染的风险,并减少了在循环后清洁零件或容器的需要。
对于湿袋压制,模具是浸没的,需要在压制后进行清洁步骤以去除残留的液体。如果管理不当,这也引入了潜在的污染途径。
了解权衡
没有一种技术是普遍优越的;它们代表了灵活性与专业化效率之间经典的工程权衡。
湿袋的弱点:速度和人工
湿袋通用性的主要权衡是其较慢的周期时间和较高的人工要求。人工操作和清洁步骤使其在大批量生产单一标准化零件方面效率较低。
干袋的局限性:缺乏灵活性
干袋的效率是以牺牲灵活性为代价的。工装是集成且专用的,使其不适合生产各种各样的零件或非常大的组件。对专用自动化的初始投资也可能更高。
为您的目标做出正确的选择
您的生产要求将是选择正确的CIP方法的决定性指南。
- 如果您的主要重点是大批量标准化零件的生产: 干袋技术是明确的选择,因为它具有无与伦比的速度、清洁度和自动化潜力。
- 如果您的主要重点是生产大型零件、复杂几何形状或原型: 湿袋技术提供了实现多样化生产需求所需的基本设计灵活性和能力。
- 如果您的主要重点是研发或需要频繁更换的小到中批量生产: 湿袋技术比专用的干袋工装提供更具成本效益和适应性的解决方案。
最终,选择正确的方法需要对您的具体制造目标和优先事项有清晰的了解。
摘要表:
| 方面 | 湿袋CIP | 干袋CIP |
|---|---|---|
| 工艺 | 模具浸没在流体中 | 模具与流体隔离 |
| 周期时间 | 5-30分钟 | 约1分钟 |
| 产量 | 适用于多批次 | 大批量生产 |
| 零件灵活性 | 可处理大型、复杂零件 | 限于特定设计 |
| 清洁度 | 需要压后清洁 | 本质上清洁,无污染风险 |
| 自动化 | 人工、以批次为导向 | 高度自动化 |
准备好使用正确的CIP技术优化您实验室的生产了吗? KINTEK 专注于实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,以满足您的实验室需求。我们的专业知识确保您获得高效、可靠的解决方案,适用于大批量或灵活的生产。请立即联系我们,讨论我们如何增强您的工艺并交付卓越的结果!
图解指南