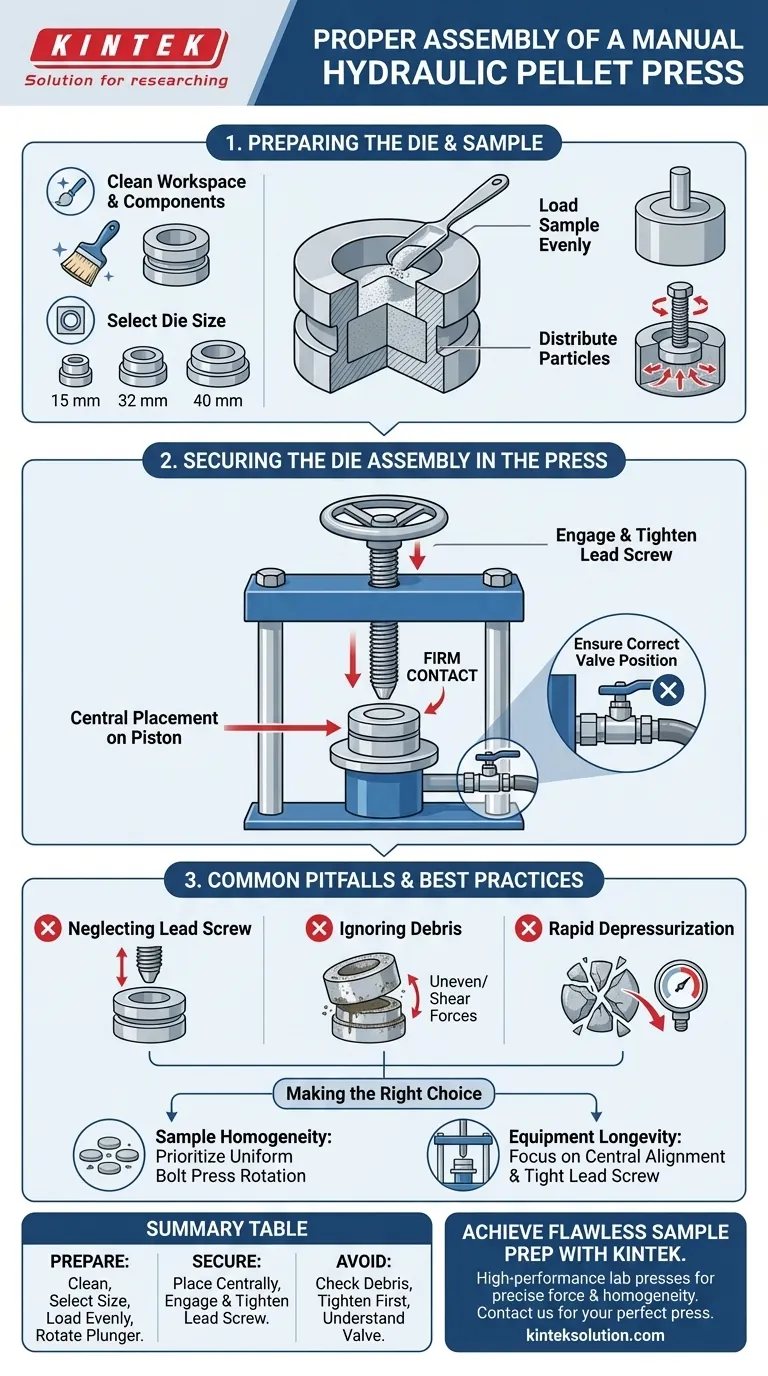
手动液压压片机的正确组装始于确保工作空间清洁并选择正确的模具尺寸,例如 15 毫米、32 毫米或 40 毫米。您必须将研磨好的样品均匀地装入模腔,插入柱塞或螺杆压头以分散物料,并将装置居中放置在压机活塞上。最后,旋转顶部蜗杆或轮子,直到它与模具组牢固接触,以固定以供操作。
压片机的机械完整性和最终压片的均匀性在此设置阶段确定。在施加液压之前,确保模具居中对齐并由蜗杆物理固定,这是安全和成功的关键步骤。
准备模具和样品
在与液压机构互动之前,您必须准备好“工件”——即装有样品的模具组。这是建立样品一致性的地方。
选择组件
首先验证压片腔是否没有碎屑。
为您的应用选择合适的模具尺寸(常见尺寸包括15 毫米、32 毫米或 40 毫米)。
确保所有可拆卸部件,如柱塞和模体,都清洁干燥,以防止交叉污染。
装载样品
将研磨好的样品混合物放入模腔。
使用金属刮刀装载物料,确保分布尽可能均匀。
装载不均匀可能导致压片密度梯度不均,在弹出时可能破裂。
分配颗粒
将螺杆压头(或柱塞)插入模具中样品上方。
轻轻旋转螺杆压头。
这种旋转有助于将样品颗粒均匀地分布在模具底部,形成一个用于压制的平坦表面。

在压片机中固定模具组件
样品装载后,模具组必须集成到主液压单元中。此过程对齐力矢量。
居中放置
将完全组装好的模具组转移到压片机上。
将其居中放置在活塞上。
居中对齐至关重要;偏心加载可能会损坏活塞密封件并导致力施加不均。
接合蜗杆
找到压片机框架顶部的蜗杆(通常由顶部轮子或手柄控制)。
缓慢旋转轮子以降低蜗杆的尖端。
继续转动,直到尖端物理接触到模具组的顶部。
固定系统
旋转轮子以收紧配合。
目标是使模具组在活塞(底部)和蜗杆(顶部)之间牢固固定,使其无法移动。
确保液压阀处于正确位置(通常是关闭状态)以准备产生压力,尽管实际泵送稍后进行。
常见陷阱需避免
即使是简单的机制,组装过程中的特定错误也会损害结果或损坏设备。
忽略蜗杆
一个常见的错误是在泵送之前未能将顶部蜗杆拧紧到模具上。
如果存在间隙,活塞必须移动更长的距离才能接触,从而缩短有效行程并可能导致不稳定。
忽略碎屑
未能清洁工作空间或模具组件是主要风险。
先前测试残留的物料会导致模具在活塞上放置不平。
这会产生剪切力而不是压缩力,从而可能导致模具或压片破裂。
快速泄压设置
虽然不属于组装部分,但拆卸设置也很重要。
在开始之前,请确保您了解如何操作释放阀。
测试后过快释放压力可能会使压片破碎;了解阀门的灵敏度是“飞行前检查”的一部分。
为您的目标做出正确选择
您的组装技术应根据您是优先考虑设备安全还是样品完美而略有调整。
- 如果您的主要重点是样品均匀性:在装载阶段优先旋转螺杆压头,以确保颗粒分布完全平坦。
- 如果您的主要重点是设备寿命:严格专注于将模具居中放置在活塞上,并确保蜗杆拧紧以防止机械错位。
成功的压片周期取决于其前期的准备工作;居中对齐、牢固固定的模具可产生最一致的数据。
摘要表:
| 组装步骤 | 关键操作 | 关键细节 |
|---|---|---|
| 准备模具和样品 | 选择和清洁模具;均匀装载样品。 | 旋转柱塞以获得均匀的颗粒分布。 |
| 在压片机中固定 | 将模具居中放置在活塞上;接合蜗杆。 | 拧紧蜗杆直至与模具组牢固接触。 |
| 避免陷阱 | 确保没有碎屑;泵送前拧紧蜗杆。 | 防止错位、剪切力和压片损坏。 |
通过 KINTEK 的专业知识实现完美的样品制备。
正确的组装是可靠压片的基础。KINTEK 专注于高性能实验室压片机,包括自动实验室压片机、等静压机和加热实验室压片机,旨在满足您实验室的严苛要求。
我们的设备可确保精确的力施加和无与伦比的样品均匀性,从而保护您的结果和您的投资。让我们的专家帮助您优化压片过程。
立即联系 KINTEK,找到适合您应用的完美压片机,并获得一致、高质量的压片。
图解指南
相关产品
- 手动实验室液压压片机 实验室液压机
- 手动实验室液压机 实验室压片机
- 全自动实验室液压机 实验室压片机
- 用于 XRF 和 KBR 颗粒压制的自动实验室液压机
- XRF KBR 傅立叶变换红外实验室液压压粒机



















