在冷等静压(CIP)中,湿袋技术因其卓越的灵活性而被使用。它是制造具有复杂几何形状的部件、在一个循环中制造多个不同形状的零件以及成型其他压制技术难以实施的非常大的产品的首选方法。
决定使用湿袋CIP是一个战略性的权衡。您选择的是无与伦比的形状和尺寸灵活性,但代价是与干袋替代方案相比,生产速度较慢且自动化程度较低。
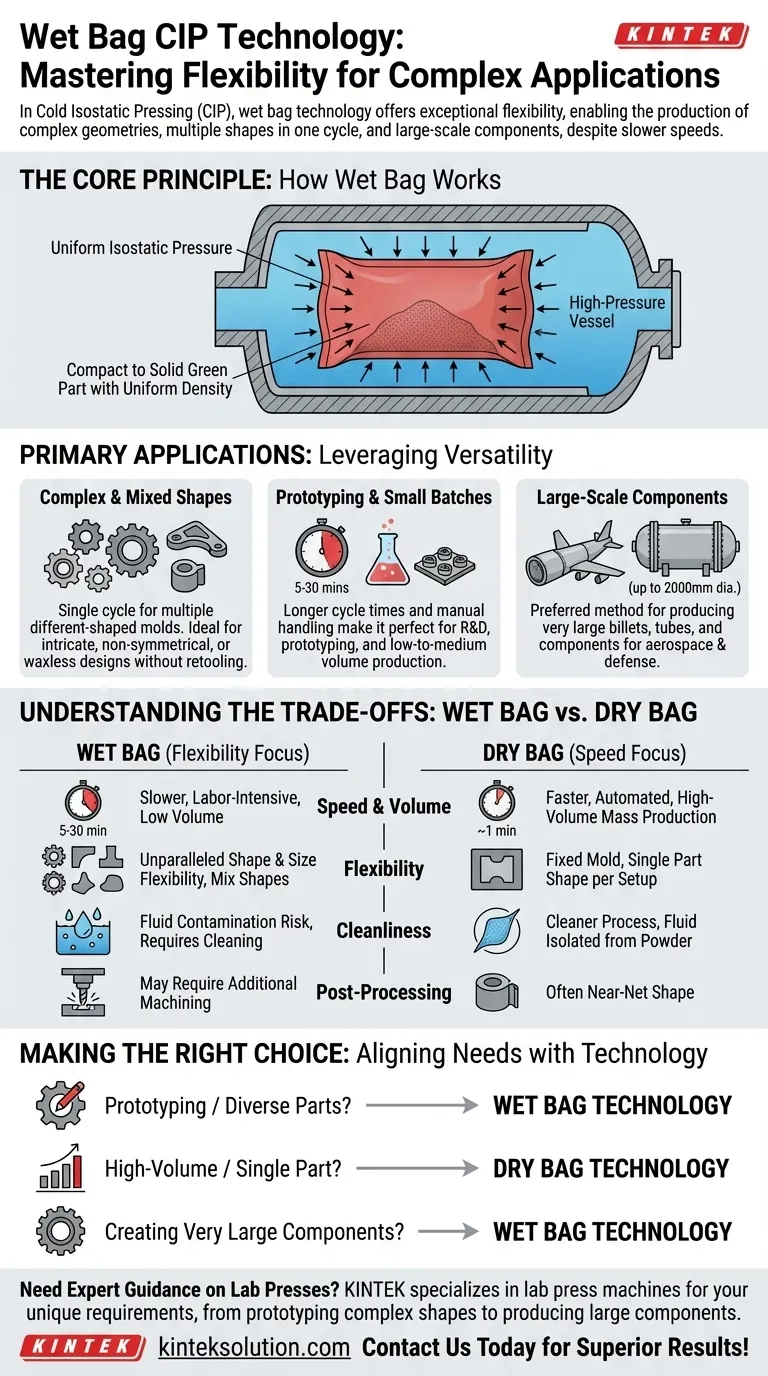
湿袋CIP的核心原理
过程如何运作
在湿袋CIP中,粉末材料被密封在一个柔性模具内,该模具通常被称为“袋子”。然后将整个密封的模具浸入高压容器内的流体中。
容器被加压,通常在室温下进行,使流体从各个方向对模具施加均匀的等静压力。这会将粉末压实成一个固体的“生坯”(未烧结、预烧结的状态)。
关键成果:均匀的密度
由于压力从各个角度均匀施加,所得部件具有高度的均匀生坯密度。这种一致性对于防止后续烧结(焙烧)过程中的缺陷、收缩和翘曲至关重要。

湿袋技术的主要应用
制造复杂和混合形状
湿袋CIP的主要优势在于其多功能性。您可以在一次运行中将多个不同形状的模具放入压力容器中。这使其非常适合在不重新开模的情况下生产混合形状的批次。它特别适用于具有复杂、非对称或“无蜡模”设计的零件。
原型制作和小批量到中等批量生产
湿袋工艺的循环时间相对较长,范围在 5到30分钟 之间。这种较慢的节奏,加上模具的人工处理,使其非常适合研发、原型制作和小批量到中等批量生产,在这些应用中速度不是主要驱动因素。
成型大型部件
湿袋CIP系统可以配备非常大的压力容器,直径可达 2000毫米(2米)。这种能力使其成为制造航空航天和国防等行业使用的的大型坯料、管材和其他巨大部件的首选方法。
理解权衡:湿袋与干袋
要全面了解湿袋CIP的作用,必须将其与主要的替代方案——干袋CIP——进行比较。
速度与产量的困境
湿袋: 循环时间为5-30分钟,固有地较慢且劳动强度较大,限制了其在高速量产中的适用性。
干袋: 此过程明显更快,典型循环时间约为 1分钟。它专为效率而设计,是实现单一、一致零件形状自动化批量生产的明确选择。
灵活性因素
湿袋: 其定义特征是灵活性。您可以压制几乎任何可以放入模具中的形状,并且可以在单个循环内混合形状。
干袋: 柔性膜集成在压力容器中,模具是固定的。这种设计限制了每次机器设置只能生产一种零件形状,以速度和自动化为代价牺牲了多功能性。
污染与清洁度
湿袋: 该过程涉及将模具直接浸入压力流体中。这会产生流体污染的风险,并且需要在运行之间清洁模具和容器。
干袋: 压力流体通过内置膜与粉末完全隔离。这使得过程更加清洁,降低了污染风险,并简化了操作。
后处理要求
使用湿袋方法形成的零件在压制后可能需要额外的机加工才能达到最终尺寸和表面光洁度。然而,过程的均匀性提供了一个高质量的起点。
为您的目标做出正确的选择
您在湿袋CIP和干袋CIP之间的选择完全取决于您的具体制造目标。
- 如果您的主要重点是原型制作或生产多样化、复杂的零件: 湿袋技术因其无与伦比的形状和尺寸灵活性而成为更优越的选择。
- 如果您的主要重点是单一零件的高产量、自动化批量生产: 干袋技术提供了规模化经济制造所需的**速度、清洁度和效率**。
- 如果您的主要重点是制造非常大的部件: 由于其大型容器能力,湿袋CIP通常是唯一可行的等静压方法。
最终,选择正确的过程需要将您的生产需求与每种技术的基本优势相结合。
摘要表:
| 应用 | 关键特性 | 典型用例 |
|---|---|---|
| 复杂和混合形状 | 柔性模具,均匀密度 | 原型制作,复杂设计,混合批次 |
| 原型制作和小批量 | 人工处理,5-30分钟循环时间 | 研发,小批量生产 |
| 大型部件 | 直径最大2000毫米的容器 | 航空航天,国防,大型坯料和管材 |
需要专家指导,为您选择最适合您特定需求的实验室压力机吗? KINTEK 专注于实验室压力机,包括用于满足您实验室独特需求的自动实验室压力机、等静压机和加热实验室压力机。无论您是进行复杂形状的原型制作还是生产大型部件,我们的解决方案都能提供精度和效率。立即联系我们,讨论我们如何增强您的制造过程并取得卓越成果!
图解指南