对于任何给定的液压机, 推荐的模具尺寸直径取决于在不超过压机的最大承载能力的情况下达到足够压实压力的需求。较小的直径会集中力以产生更高的压力,而较大的直径会分散相同的力,从而产生较低的压力。目标是匹配压机、模具和材料的要求。
模具尺寸的选择不仅仅是物理匹配;它是对压力的关键计算。正确的直径可确保压机的力有效地转化为正确形成样品所需的压力。
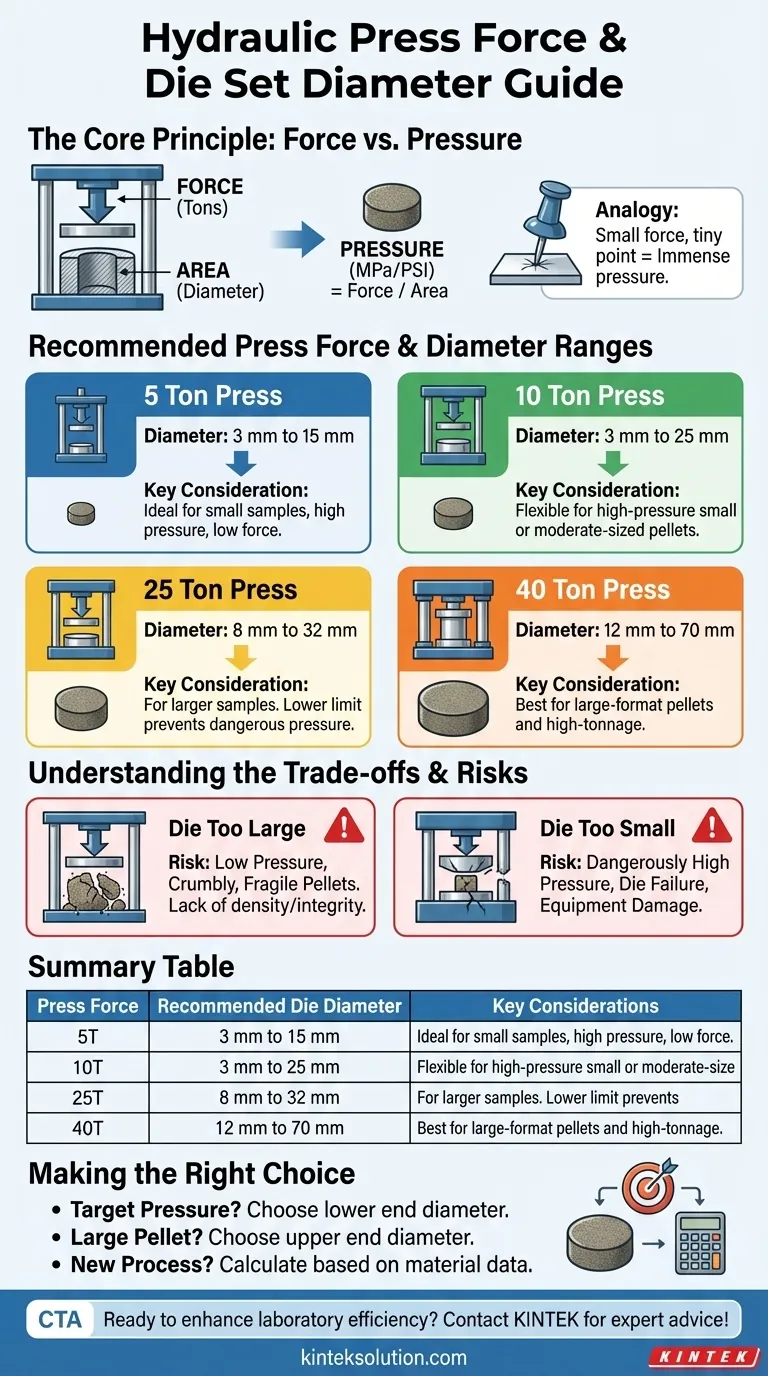
推荐的压机力和直径范围
根据标准设备指南,以下是将压机力与适当的模具尺寸直径相匹配的直接建议。
5 吨压机
此压机推荐用于直径为 3 毫米至 15 毫米 的模具尺寸。它非常适合需要以相对较低的力实现高压的小型样品。
10 吨压机
10 吨压机可适应更宽的范围,适用于直径从 3 毫米到 25 毫米 的模具尺寸。这为高压小样品和中等大小的颗粒提供了灵活性。
25 吨压机
对于较大的样品或需要较大力的材料,推荐使用 25 吨压机,适用于直径从 8 毫米到 32 毫米 的模具尺寸。下限(8 毫米)可防止产生危险地高、失控的压力。
40 吨压机
在这个系列中功能最强大的 40 吨压机,专为大尺寸颗粒而设计。它最适合直径范围为 12 毫米到 70 毫米 的模具尺寸。

核心原则:力和压力
做出明智的选择,您必须了解所施加的力和样品所承受的压力之间的关系。它们不是同一件事。
力:“推力”
力 是压机施加的总载荷,以吨为单位。这个值是恒定的,由压机本身设定(例如,5 吨)。
面积:“占地面积”
面积 是模具的横截面,根据其直径计算。小直径模具的面积小;大直径模具的面积大。
压力:关键结果
压力 是分布在该面积上的力(压力 = 力 / 面积)。这才是真正压实材料的因素,通常以兆帕 (MPa) 或磅每平方英寸 (PSI) 为单位测量。想象一个图钉:拇指施加的微小力会在尖端产生巨大的压力,使其能够刺穿板子。
理解权衡
选择超出推荐范围的直径会带来重大的风险,并影响您结果的质量。
模具过大的风险
这是最常见的错误。如果模具直径对于压机来说太大了,您将无法产生适当压实所需的压力。
压机可能会施加其全部 10 吨的力,但由于分散在一个大面积上,产生的压力会太低。这会导致颗粒松散、易碎,缺乏所需的密度或完整性。
模具过小的风险
对于高吨位压机使用过小的模具可能会产生危险的高压力。这可能会超过模具本身的材料强度,导致灾难性故障和设备损坏。
它还将所有载荷集中在压机平板上的一个很小的点上,随着时间的推移可能会造成压痕或损坏。设置推荐的下限是为了安全和设备的使用寿命。
为您的目标做出正确的选择
要选择正确的组合,请始终从您的材料需求开始。
- 如果您的主要重点是为难以压制的材料实现非常高的压力: 选择您压机推荐范围的下限直径。
- 如果您的主要重点是为易于压制的材料制作大直径颗粒: 选择范围的上限直径,确保您的压机有足够的吨位达到目标压力。
- 如果您正在开始一项新工艺: 首先使用材料已知的压实压力(来自科学文献或供应商数据)来计算压机的理想模具直径。
归根结底,掌握颗粒压制来自于理解您不仅要匹配工具与样品尺寸,还要匹配所需的压力。
摘要表:
| 压机力 | 推荐的模具尺寸直径范围 | 关键考虑因素 |
|---|---|---|
| 5 吨 | 3 毫米至 15 毫米 | 非常适合需要以低力实现高压的小型样品。 |
| 10 吨 | 3 毫米至 25 毫米 | 适用于高压小样品或中等大小颗粒的灵活性。 |
| 25 吨 | 8 毫米至 32 毫米 | 适用于较大样品;下限可防止压力过高。 |
| 40 吨 | 12 毫米至 70 毫米 | 最适合大尺寸颗粒和高吨位应用。 |
准备好使用正确的模具尺寸和压机来提高您的实验室效率了吗? KINTEK 专注于实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,旨在满足您精确的压实需求。我们的专家可以帮助您选择最完美的设备,以实现最佳的压力和样品完整性。立即联系我们 讨论您的要求,了解我们的解决方案如何使您的实验室受益!
图解指南