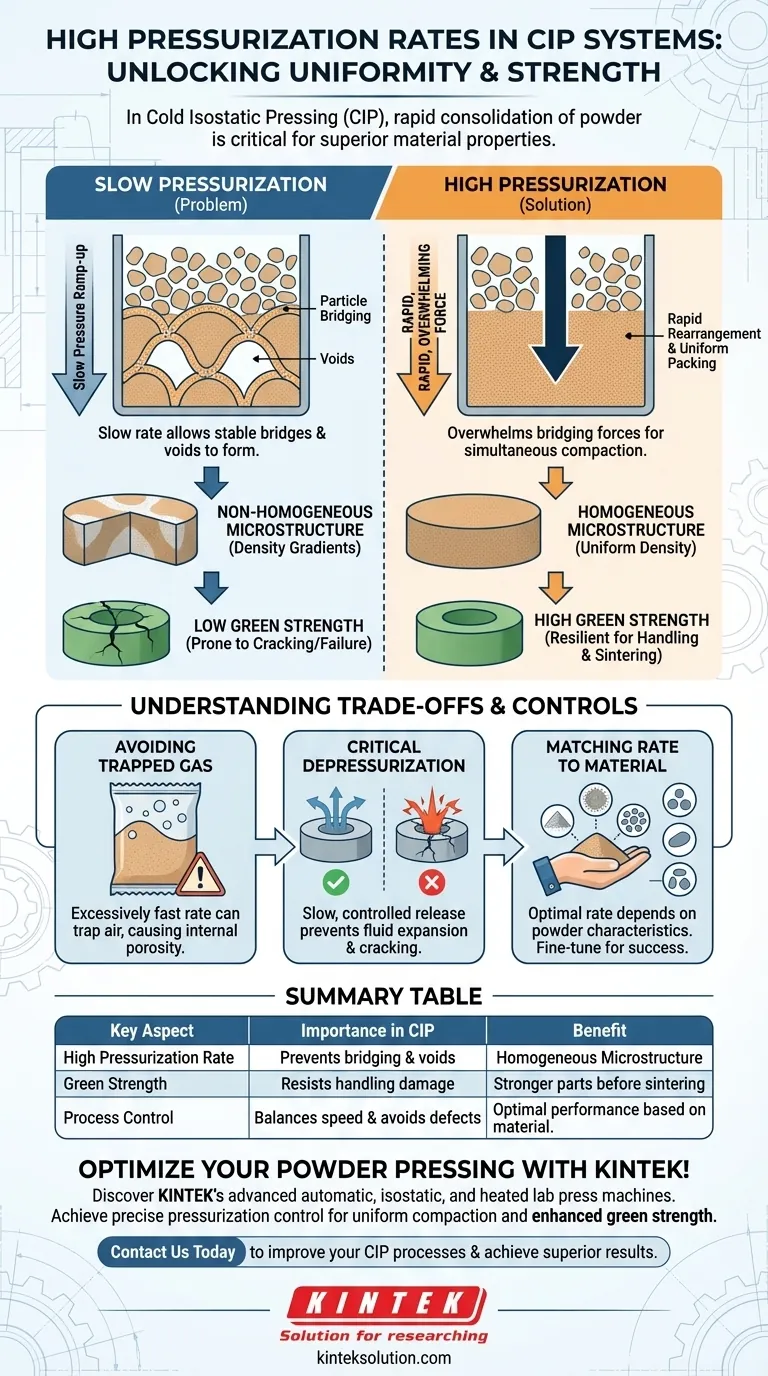
在冷等静压(CIP)中,高加压速率至关重要,因为它们确保了粉末团块的快速均匀固结。这种速度可以防止密度梯度形成,直接导致更均匀的微观结构和压制部件中显著更高的生坯强度。
粉末压制的核心问题是避免不均匀压实,这会产生内部弱点。高加压速率通过迫使所有粉末颗粒近乎同时重新排列来克服这个问题,在孔隙和桥接等缺陷形成之前,将它们锁定在均匀致密的状态中。
均匀压实的机制
要理解高加压速率的重要性,您必须首先了解粉末在压力下的行为方式。目标是将松散的粉末转化为具有均匀特性的致密固体状物体。
问题:颗粒桥接和空隙
在施加全压之前,单个粉末颗粒可以互锁形成拱形或在小空隙上形成“桥接”。这是一种自然现象,类似于沙粒如何在沙漏中形成稳定的拱形。
这些桥接会在粉末团块内产生空隙。如果施加压力过慢,它可能会强化并稳定这些桥接,从而在它们周围压实材料。
缓慢加压如何产生缺陷
缓慢的压力升高允许这些颗粒桥接建立起来。随着压力的逐渐增加,它会将这些空隙和相关的密度变化锁定住。
结果是具有非均匀微观结构的部件。它包含高密度和低密度区域,这些区域充当应力集中器,并成为最终部件中裂纹和失效的起点。
解决方案:快速、压倒性的力量
高加压速率有效地防止了这一过程。通过从各个方向非常快速地施加巨大、均匀的压力,系统压倒了形成桥接的颗粒间作用力。
这导致整个粉末团块同时快速、流体般的塌陷和重新排列。颗粒没有时间形成稳定的拱形;相反,它们被立即强制进入更致密和更均匀的堆积排列。
结果:均匀性和生坯强度
这种均匀的堆积产生了均匀的微观结构。由于没有显著的密度梯度或内置空隙,由此产生的“生坯”部件(烧结前的部件)要坚固得多。
这种生坯强度至关重要。它允许部件在不崩裂、开裂或破碎的情况下进行搬运、加工和运输到烧结炉。

理解权衡和控制
虽然“高”速率有益,但加压曲线是一个受控的工艺参数,而不仅仅是“越快越好”的问题。
避免气体滞留
如果对于给定的粉末或部件几何形状来说,加压速率过快,它可能会捕获粉末袋中残留的空气。这可能导致烧结过程中无法去除的内部孔隙。理想的速率是快速但受控的,允许任何滞留的气体逸出。
减压的关键作用
减压速率同样甚至更为关键。如果压力释放过快,渗透到部件表面孔隙中的任何流体都会剧烈膨胀,导致部件开裂甚至灾难性失效。
根据材料匹配速率
最佳加压速率不是一个单一值;它取决于粉末的特性。颗粒尺寸、形状和材料类型等因素都会影响粉末的流动和压实方式。针对您的特定材料微调速率是工艺优化的关键。
为您的目标做出正确选择
您的加压策略应直接与您的生产目标保持一致。
- 如果您的主要关注点是最大密度和强度: 快速加压速率是您创建均匀、无缺陷生坯的最强大工具,这是高性能最终部件的先决条件。
- 如果您正在解决开裂或低密度部件问题: 您的加压速率是主要嫌疑对象。分析它以确保它足够快以防止桥接,但又足够受控以避免气体滞留。
- 如果您正在处理高度复杂的几何形状: 您可能需要优化压力升高曲线,以确保压力均匀地施加到复杂的特征上,而不会产生局部应力。
掌握加压循环是充分利用冷等静压潜力的基础。
总结表:
| 关键方面 | 在CIP系统中的重要性 |
|---|---|
| 高加压速率 | 防止颗粒桥接和空隙,实现均匀粉末固结以形成均匀微观结构。 |
| 生坯强度 | 使部件在烧结前处理过程中抵抗开裂,从而更坚固。 |
| 工艺控制 | 平衡速度以避免气体滞留,并根据材料特性确保最佳性能。 |
使用KINTEK的先进实验室压机优化您的实验室粉末压制! 无论您需要自动实验室压机、等静压机还是加热实验室压机,我们的解决方案都能提供精确的加压控制,实现均匀压实和增强的生坯强度。立即联系我们,讨论我们如何改进您的CIP工艺并为您的实验室需求实现卓越成果。
图解指南