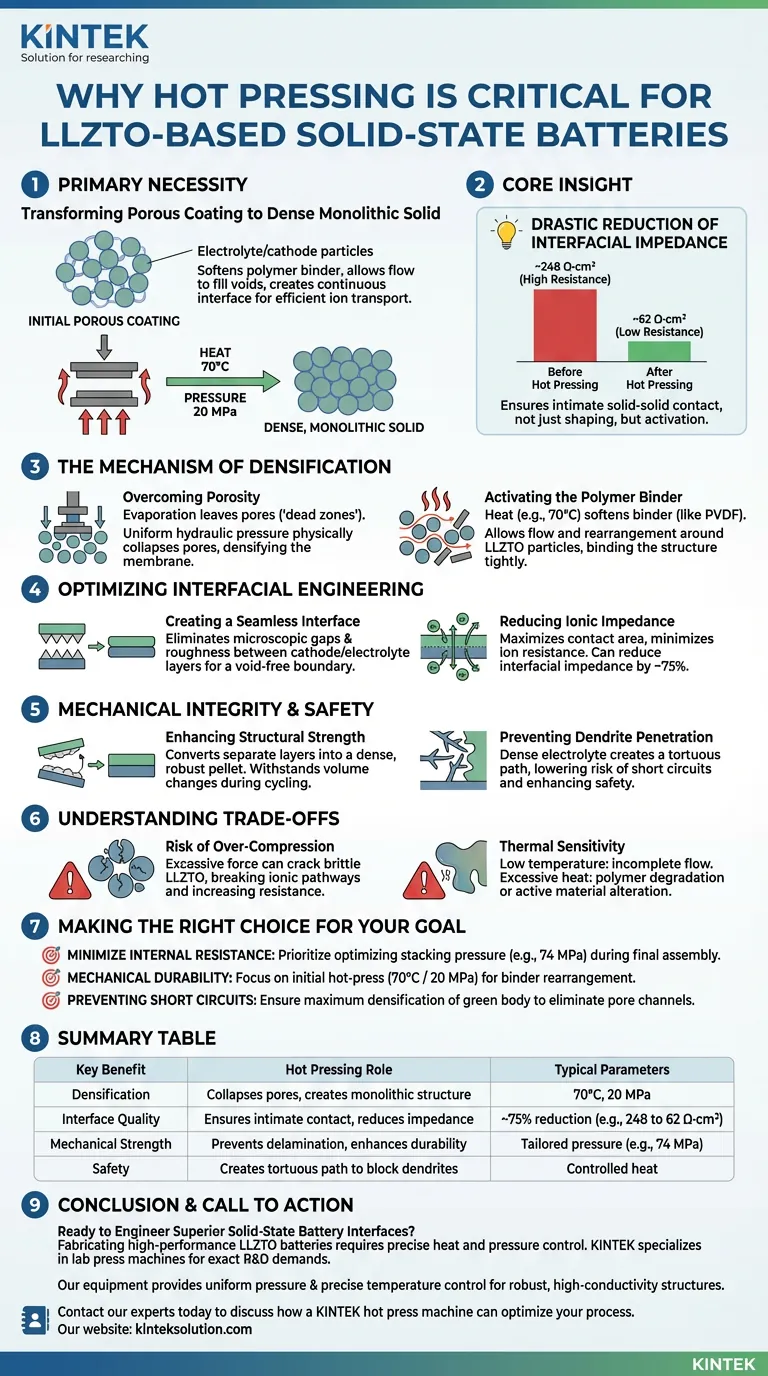
在此背景下使用热压机的首要必要性是,通过同时施加热量和机械力,将疏松、多孔的涂层转化为致密、整体的固体。通过施加特定条件——例如 70°C 和 20 MPa——可以软化复合材料中的聚合物粘合剂,使其流动并填充溶剂蒸发后留下的微观空隙。这会形成一个连续的、无孔的界面,对于高效的离子传输至关重要。
核心见解: 固态电池的性能通常受限于固-固界面处的高电阻。热压不仅仅是一个成型步骤;它是一个关键的活化过程,通过确保阴极和固体电解质之间紧密的物理接触,极大地降低了界面阻抗(例如,从约 248 Ω·cm² 降低到约 62 Ω·cm²)。
致密化的机制
克服孔隙率
当电解质/阴极复合材料最初被涂覆时,溶剂的蒸发会留下大的孔隙和相对疏松的结构。
如果不进行处理,这种孔隙会产生离子无法传输的“死区”。
热压机利用液压机制施加均匀的压力,物理上压实这些孔隙并使隔膜致密化。
活化聚合物粘合剂
在 LLZTO/PVDF 复合电解质中,热量的施加与压力同等重要。
热量(通常约为 70°C)会软化聚合物粘合剂(如 PVDF)。
这种诱导的软化作用使聚合物能够流动并重新排列在刚性的 LLZTO 陶瓷填料周围,将结构紧密地结合成一个整体单元。

优化界面工程
创建无缝界面
“固-固”界面是固态电池中最薄弱的环节。
与能够自然润湿表面的液体电解质不同,固体层需要力才能实现接触。
热压消除了阴极和电解质层之间的微观间隙和表面粗糙度,创建了一个无缝、无孔的边界。
降低离子阻抗
消除物理间隙与电化学性能直接相关。
通过最大化颗粒之间的接触面积,可以最大限度地减少离子在层间移动时遇到的电阻。
参考资料表明,这种优化可以将界面阻抗降低约 75%,这是实现高倍率能力和循环稳定性的先决条件。
机械完整性和安全性
增强结构强度
疏松的复合结构机械强度较弱,在电池循环过程中容易发生分层。
热压过程将独立的层转化为物理致密、双层或整体的颗粒。
这种增加的机械强度对于承受充电和放电过程中发生的体积变化至关重要。
防止枝晶穿透
高密度是防止故障的防御机制。
通过适当的压制(以及可能的绿色体后续烧结)实现的更致密的电解质主体,会形成一条锂枝晶难以穿透的曲折路径。
这大大降低了短路的风险,提高了电池的整体安全性。
理解权衡
过度压缩的风险
虽然高压(在冷压情况下高达 380 MPa)可以减少空隙,但过大的力会损坏材料。
对 LLZTO 等脆性陶瓷施加过大的压力会导致颗粒破裂或粉化。
这种结构损伤会有效地破坏您试图创建的离子通路,从而导致电阻增加而不是减少。
热敏性
必须精确控制温度以匹配粘合剂的性能。
如果温度过低,粘合剂将不足以填充空隙。
相反,过高的热量可能会在电池循环之前就降解聚合物成分或改变阴极活性材料的结构。
为您的目标做出正确选择
为了最大化热压阶段的功效,您必须根据您的具体材料成分定制参数。
- 如果您的主要重点是最小化内部电阻:在最终组装过程中,优先优化“堆叠压力”(约 74 MPa),以确保尽可能紧密的固-固接触。
- 如果您的主要重点是机械耐久性:专注于复合隔膜的初始热压(70°C / 20 MPa),以确保聚合物粘合剂已完全重新排列,将 LLZTO 颗粒锁定在原位。
- 如果您的主要重点是防止短路:在烧结前确保绿色体的最大致密化,以消除促进枝晶生长的孔隙通道。
成功制造 LLZTO 基电池的关键在于将热压机视为精确的界面工程工具,而不是仅仅一个制造工具。
摘要表:
| 主要优势 | 热压作用 | 典型参数 |
|---|---|---|
| 致密化 | 压实孔隙,形成整体结构 | 70°C,20 MPa |
| 界面质量 | 确保紧密接触,降低阻抗 | 约 75% 的降低(例如,从 248 到 62 Ω·cm²) |
| 机械强度 | 防止分层,提高耐久性 | 定制压力(例如,组装用 74 MPa) |
| 安全性 | 形成曲折路径以阻止枝晶 | 控制热量以避免材料降解 |
准备好设计卓越的固态电池界面了吗?
制造高性能 LLZTO 基电池需要精确控制热量和压力,以实现对成功至关重要的致密、低阻抗界面。KINTEK 专注于实验室压机,包括自动、等静压和加热实验室压机,旨在满足实验室研发的严苛要求。
我们的设备提供均匀的压力和精确的温度控制,这些对于将您的电解质/阴极复合材料转化为坚固、高导电性的结构至关重要,有助于您克服固-固界面的挑战。
立即联系我们的专家,讨论 KINTEK 热压机如何优化您的固态电池制造工艺并加速您的研究。
图解指南