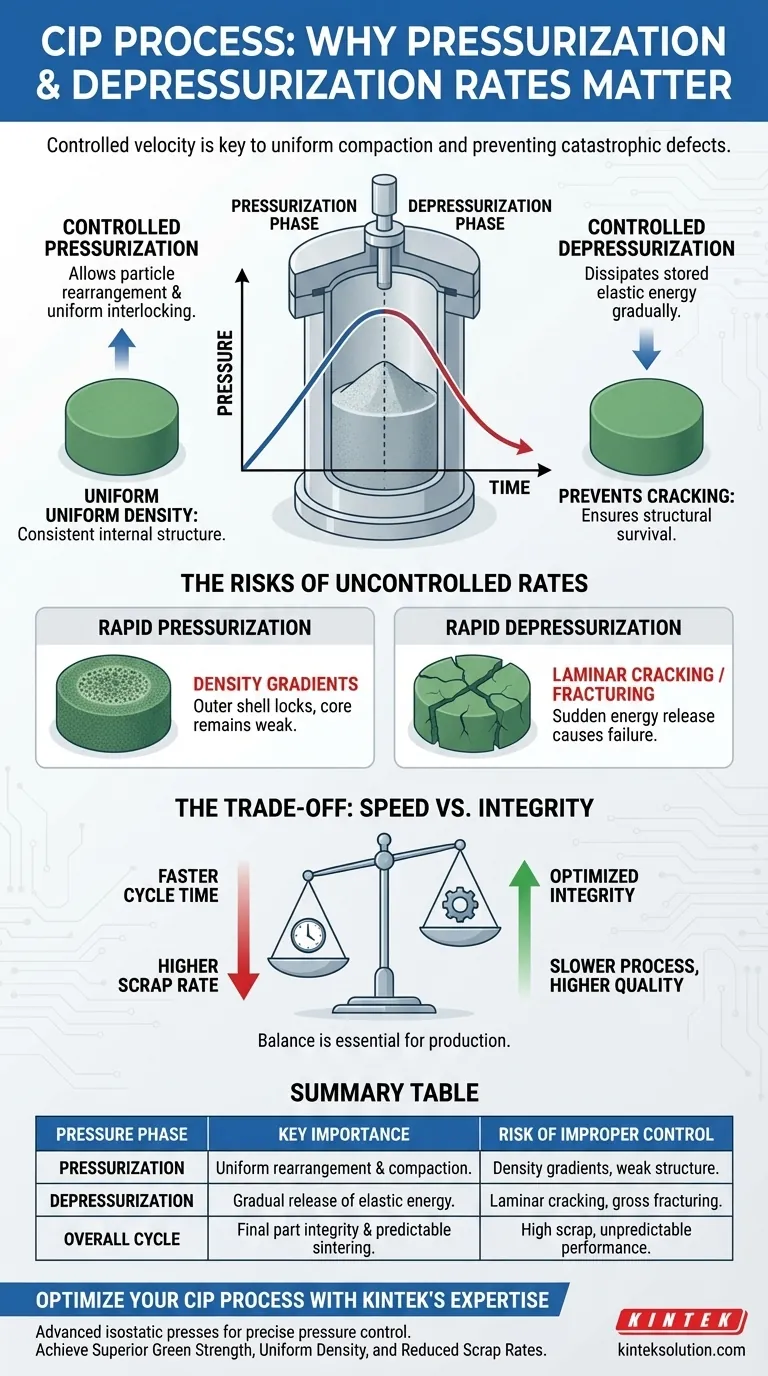
加压和减压速率是冷等静压(CIP)部件结构完整性的主要控制机制。在这些阶段保持严格控制的速度对于确保均匀压实和防止最终产品出现灾难性缺陷至关重要。快速或不稳定的压力变化经常导致密度分布不均和材料内部存在严重的结构弱点。
核心见解:在冷等静压中,施加和释放压力的速度与达到的最大压力同样关键。受控的速率是确保后续烧结过程中可预测收缩所需的内部均匀性的唯一方法。
密度分布的力学原理
实现均匀压实
CIP的主要目标是将松散的粉末转化为具有均匀密度的固体“生坯”。 通过控制加压速率,您可以为粉末颗粒提供足够的时间进行重新排列和紧密互锁。 这会产生一种一致的内部结构,这是通过快速、不受控制的压缩难以实现的。
防止密度梯度
如果压力施加过快,材料的外层可能会在核心完全压实之前就锁定到位。 这会产生密度梯度,表面坚硬但内部仍然多孔或薄弱。 参考数据显示,避免这些梯度是最大限度地减少机械分散和提高生坯强度的关键。

快速压力变化的风险
结构弱点
减压阶段是部件结构生存能力最关键的时刻。 过快释放压力会导致压实部件中储存的弹性能量无法逐渐消散。 这种突然释放通常会导致层状开裂或大面积断裂,使部件失效。
对烧结的影响
在压力循环过程中引入的缺陷很少能修复;它们通常在烧制过程中被放大。 密度不均匀的生坯在烧结或热等静压过程中会收缩不均匀。 受控的速率可确保收缩保持均匀,从而能够形成复杂的近净形零件。
系统依赖性
柔性模具的作用
CIP依赖于由聚氨酯或橡胶等弹性体制成的柔性模具,以从油或水等流体传递压力。 压力变化速率必须与模具材料的弹性兼容。 如果速率过于激进,模具可能无法均匀变形,导致粉末压坯出现几何变形。
粉末质量相互作用
理想的压力速率通常取决于所固结粉末的特定特性。 高质量的粉末和优化的模具设计与压力控制协同工作,以确保完整性。 从陶瓷到石墨的材料在高达 100,000 psi(约 690 MPa)的压力下需要特定的工艺来保持其性能。
理解权衡
循环时间与零件完整性
CIP中最显著的权衡是生产速度与零件质量之间的平衡。 减慢加压和减压步骤会显著增加总循环时间,降低产量。 然而,试图加快流程以节省时间会直接导致因开裂和不均匀性而产生的报废率增加。
资本和劳动力投资
实施精确的速率控制需要复杂且通常昂贵的设备,能够管理高达 150,000 psi 的压力。 它还需要熟练的劳动力来有效编程和监控这些循环。 虽然初始投资很高,但可以通过减少报废损失和在烧制前加工生坯的能力来抵消。
为您的目标做出正确选择
为了优化您的冷等静压工艺,您必须将压力速率与您的特定材料要求和生产目标相匹配。
- 如果您的主要重点是复杂几何形状:优先考虑缓慢、渐进的减压速率,以防止复杂特征开裂并确保均匀收缩。
- 如果您的主要重点是大批量生产:通过找到不会损害密度均匀性的最大安全加压速度来优化循环,并接受可能存在一些材料限制。
- 如果您的主要重点是材料性能:保持保守的斜率速率,以最大限度地提高生坯强度和耐腐蚀性,特别是对于关键的航空航天或医疗应用。
掌握压力变化速率是区分一堆松散粉末和一个高性能部件的关键。
总结表:
| 压力阶段 | 关键重要性 | 控制不当的风险 |
|---|---|---|
| 加压 | 确保颗粒均匀重排和压实。 | 产生密度梯度和内部结构薄弱。 |
| 减压 | 允许弹性能量逐渐释放,防止开裂。 | 导致生坯层状开裂或大面积断裂。 |
| 整体循环 | 决定最终零件的完整性和可预测的烧结收缩。 | 导致高报废率和不可预测的材料性能。 |
利用 KINTEK 的专业知识优化您的 CIP 工艺
您是否在冷等静压部件的开裂、密度不均或收缩不可预测方面遇到困难?精确控制加压和减压速率通常是解决方案。
KINTEK 专注于先进的实验室压机,包括专为精确压力控制设计的等静压机。我们的设备和专业知识可帮助服务于航空航天、医疗和先进陶瓷行业的实验室和制造商实现:
- 卓越的生坯强度:最大限度地减少缺陷并最大限度地提高零件完整性。
- 均匀的密度:确保一致的材料性能和可预测的烧结。
- 降低报废率:节省材料成本并提高生产效率。
让我们帮助您掌握 CIP 工艺的关键变量。立即联系 KINTEK,讨论您的具体材料和生产目标。
图解指南