工程师的困境:与热量的搏斗
想象一位工程师的任务是制造一个完美平坦、高密度陶瓷圆盘。这是卫星传感器的一个关键部件,即使是微米级的翘曲也可能导致整个系统失灵。
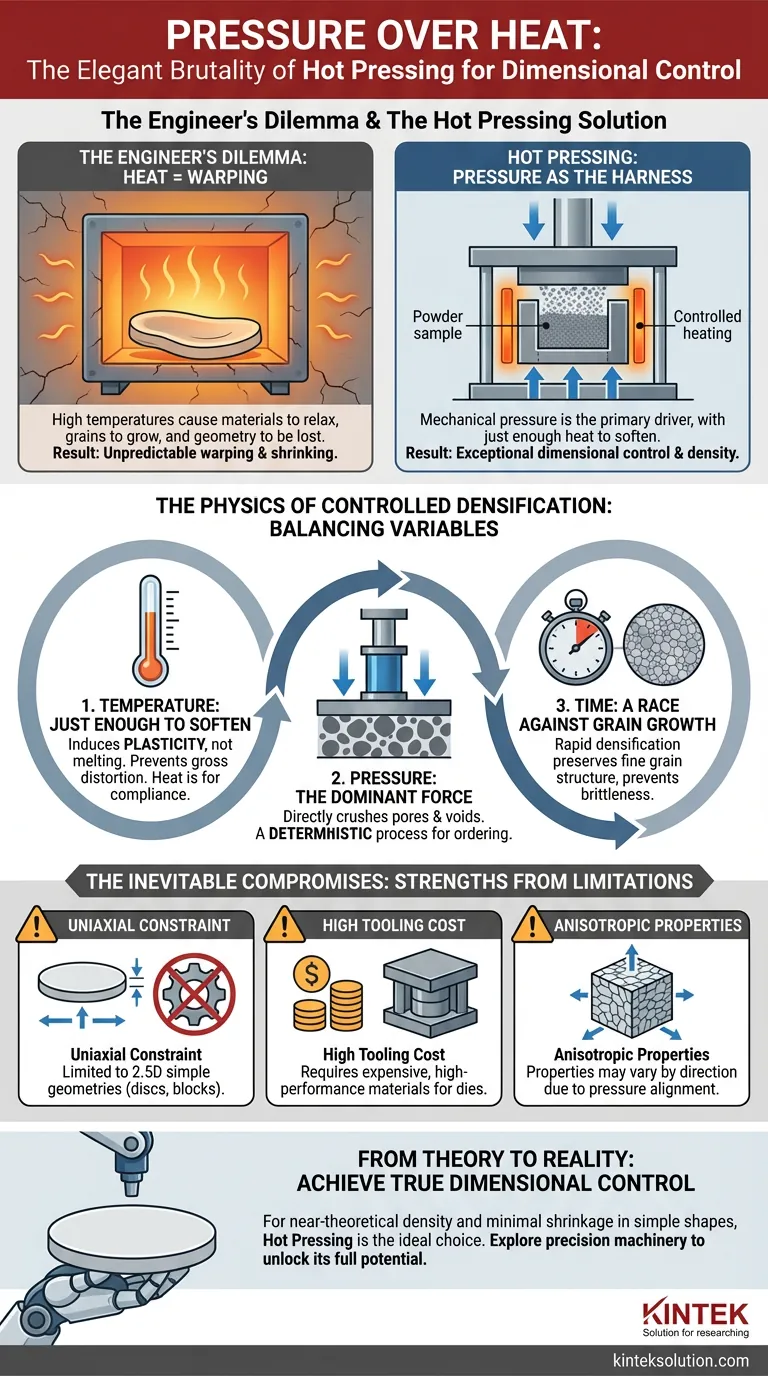
他们尝试常规烧结。他们小心地将生坯放入炉中,提高温度,然后等待。结果呢?一个致密的零件,但它略有翘曲、塌陷和收缩,其方式令人沮丧地难以预测。
这并非技能的失败;这是与物理学的较量。在高温下,材料倾向于松弛到较低的能量状态。原子重新排列,晶粒生长,零件精心定义的几何形状屈服于热熵的微妙而强大的拉力。心理上的代价是收益递减——付出更多努力却控制更少。
但是,如果我们能从根本上改变游戏的规则呢?如果我们不完全依赖热量的混乱能量,而是用强大的机械力来施加秩序呢?
这就是热压成型的理念。
刻意的权衡:控制胜过复杂性
其核心在于,热压成型是一种有意识的决定,即牺牲几何复杂性来换取卓越的尺寸控制和密度。
这承认热量虽然必要,却是一匹野马。压力是缰绳。通过使机械压力成为固结的主要驱动力,我们可以在足够低的温度下操作,以防止熔化、塌陷或其他方法困扰的显著收缩。
本质上,我们是在迫使材料的颗粒进入致密、有序的状态的同时,告诉材料应保持的确切形状。
受控致密化的物理学
热压成型的魔力在于其对三个变量:温度、压力和时间的精确操控。正确掌握这种平衡是制造尺寸稳定、高性能零件的关键。
温度:刚好足以软化
热压中热量的作用受到严格限制。目标是达到诱导塑性的温度——使材料变得足够柔软和可塑,以便其颗粒变形和粘合。
至关重要的是,温度保持在材料熔点以下。零件永远不会变成液体。这个单一的限制可以防止在铸造或液相烧结等工艺中看到的严重变形、塌陷和尺寸不稳定性。热量被用作顺从的工具,而不是致密化的主要引擎。
压力:秩序的主导力量
虽然温度使材料变得顺从,但压力才是真正起作用的。施加的外部机械力是巨大的,直接压碎材料颗粒之间的孔隙和空隙。
这比依靠热量缓慢烧结颗粒要直接和可控得多。这是一个确定性过程,用机械力的确定性取代了原子扩散的概率性。
时间:与微观结构变化的赛跑
由于高压在加速致密化方面非常有效,整个过程可以在更短的时间内完成。
这种速度不仅仅关乎效率;它对材料的完整性至关重要。长时间暴露在高热下会促进过度晶粒生长,这会使材料变脆。通过快速实现完全致密,热压成型可以保留精细、坚固的晶粒结构,同时确保部件保持其预期的形状。
不可避免的妥协
热压成型是一种强大的解决方案,但它并非万能。它的优势源于其局限性,理解这些局限性对于做出明智的决定至关重要。
单轴限制
最显著的限制是标准热压沿单个轴施加压力。这将其用途限制在相对简单的几何形状,如圆盘、圆柱体和矩形块。它是 2.5D 形状的大师,但无法生产复杂、完全三维的零件。
力量的代价
用于容纳工件的模具必须同时承受极高的压力和高温。这需要昂贵的高性能材料,如特种石墨或难熔金属,使得模具成为一项重大的投资。对于一次性原型或小批量生产,此成本可能令人望而却步。
一个方向的世界
由于压力是单轴施加的,材料的晶粒结构可能会对齐。这可能导致各向异性性能——这意味着部件在一个轴上的强度可能比另一个轴强,或者行为不同。对于需要所有方向上完美均匀性的应用,这是一个关键的考虑因素。
从理论到现实:适合工作的工具
只有当设备能够完美地执行温度、压力和时间之间的精细协调时,热压成型的理论优势——无与伦比的密度和尺寸控制——才能得以实现。这不是粗糙机械的过程。它需要一个为精度而设计的系统。
选择正确的制造工艺意味着将其优势与您的主要目标相匹配。
- 对于接近理论密度和简单形状的最小收缩:热压成型是理想的选择。
- 对于复杂的三维净形零件:热等静压(HIP)等替代方法更适合。
- 对于低成本、大批量生产不太关键的部件:传统的压制-烧结粉末冶金可能更经济。
当您的目标是最终控制形状和密度时,您需要能够可重复、可靠地提供这种控制的设备。KINTEK 的先进实验室压力机——包括自动、加热和等静压型号——旨在提供精确的工艺管理,以将理论优势转化为切实的成果。
要超越热驱动工艺的妥协,并在您的材料中实现真正的尺寸控制,请探索精密机械如何释放热压成型的全部潜力。 联系我们的专家
图解指南