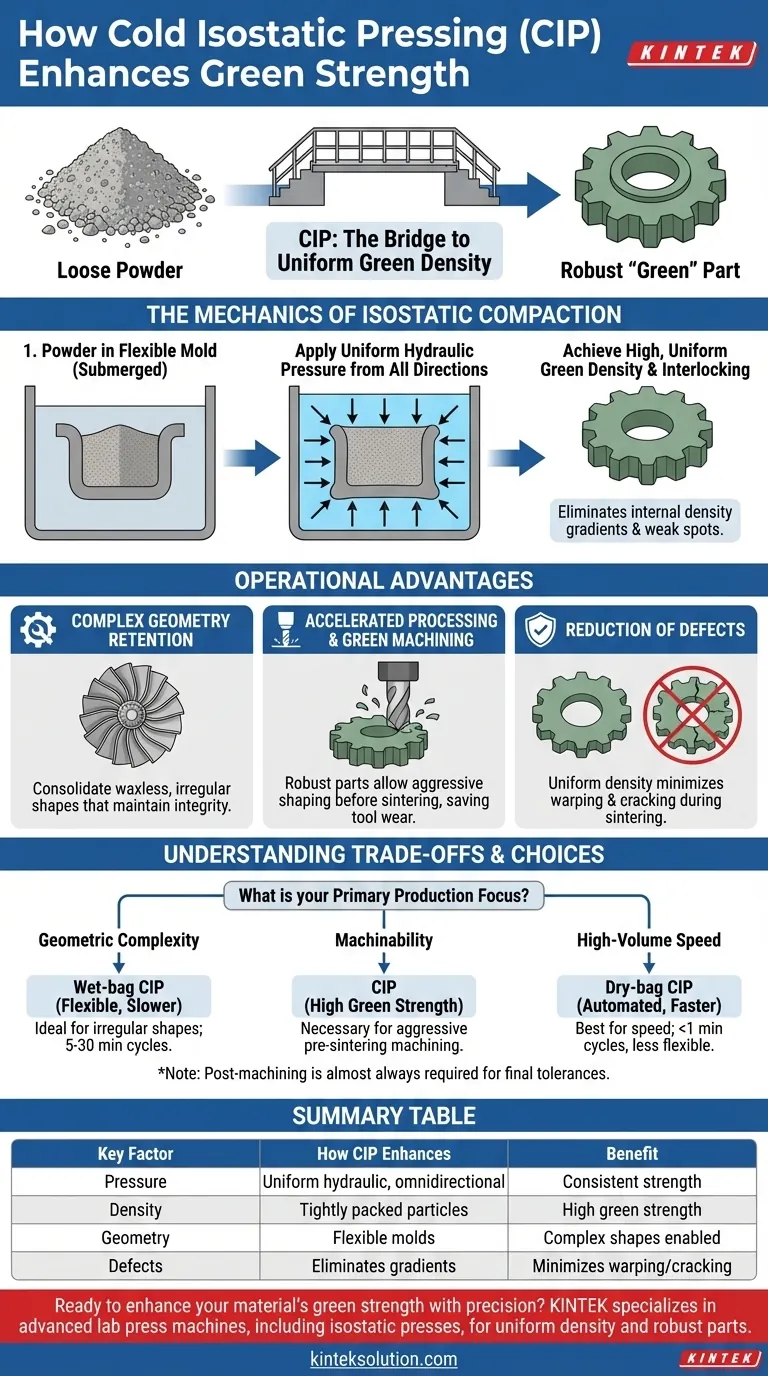
冷等静压(CIP)通过同时从各个方向对粉末材料施加高而均匀的液压来提高生坯强度。这种全向压缩消除了内部密度梯度,将粉末颗粒锁紧成一个粘结的固体块,可以在最终烧结过程中进行处理、运输和加工。
核心要点:CIP 是松散粉末与成品部件之间的桥梁。通过实现均匀的生坯密度,它可以防止其他成型方法常见的结构弱点,使脆弱的“生坯”部件在不碎裂的情况下进行操作和成型。
等静压实力的机械原理
均匀施压
与从一个或两个轴施加力的传统压制方法不同,CIP 使用液体介质——通常是水——来传递压力。
装有粉末的密封弹性容器浸入该液体中。然后系统对流体加压,将力均匀地施加到模具的每个表面上。
这使得材料在其整个几何形状中具有均匀的强度,消除了由不均匀压力分布引起的“薄弱点”。
实现高生坯密度
生坯强度的主要驱动因素是密度。CIP 将颗粒强制排列成机械振动或单轴压制无法实现的紧密堆积状态。
这种高压固结增加了颗粒之间的摩擦和相互啮合。
结果是形成一个“生坯”体,尽管尚未通过热(烧结)进行化学键合,但它仍然能够牢固地保持其形状。
保持复杂几何形状
CIP 使用柔性弹性袋而不是刚性模具。
这使得能够固结复杂、无蜡的形状,这些形状从标准刚性模具中脱模是不可能的。
由于密度均匀,长形或不规则形状的部件一旦从模具中取出,就能保持其结构完整性,不会因自身重量而下垂或破裂。
制造的操作优势
加速处理
具有高生坯强度的材料可显著提高制造吞吐量。
由于部件坚固,它们可以立即移至下一个加工阶段。
这种耐用性允许进行激进的生坯加工——在部件足够软以便轻松切割但又足够坚固以至于不会断裂时进行成型——与加工硬化部件相比,这可以减少工具磨损。
减少缺陷
CIP 提供的均匀性对于部件的最终质量至关重要。
生坯密度中的变化通常会导致烧结阶段的翘曲或开裂。
通过确保生坯从一开始就是均匀的,CIP 最大限度地减少了下游的这些报废,间接促进了最终部件的硬度、耐磨性和热稳定性。
了解权衡
尺寸精度和加工
虽然 CIP 提供了优异的材料性能,但它很少是“净尺寸”工艺。
柔性模具在压制过程中会变形,这意味着生坯部件的外尺寸不完全精确。
因此,几乎总是需要进行后加工才能达到最终公差,这为制造流程增加了一个步骤。
周期时间变化
工艺速度在很大程度上取决于所使用的方法。
湿袋法用途广泛但速度较慢,周期时间为 5 至 30 分钟,更适合小批量、复杂部件。
干袋法是自动化的,速度快得多(不到 1 分钟),但在部件几何形状变化方面通常不太灵活。
为您的目标做出正确选择
要确定 CIP 是否是满足您生坯强度要求的正确解决方案,请考虑您的具体生产目标:
- 如果您的主要重点是几何复杂性:CIP 是理想的选择,因为等静压力可确保不规则形状具有均匀的密度,而这些形状在刚性模具中会破裂。
- 如果您的主要重点是可加工性:CIP 提供了在烧结前进行部件激进加工所需的高生坯强度,从而节省时间和延长刀具寿命。
- 如果您的主要重点是大批量速度:您必须选择自动干袋 CIP 系统,以克服标准湿袋方法的周期时间限制。
通过在工艺早期稳定材料结构,CIP 将精细的粉末转化为坚固的部件,为高应力应用做好准备。
摘要表:
| 关键因素 | CIP 如何提高生坯强度 |
|---|---|
| 压力施加 | 同时从所有方向施加均匀的液压 |
| 密度 | 通过紧密堆积颗粒实现高而均匀的生坯密度 |
| 几何形状 | 实现具有贯穿始终的一致强度的复杂形状 |
| 缺陷减少 | 通过消除密度梯度来最大限度地减少翘曲和开裂 |
准备好通过精密加工来增强您材料的生坯强度了吗? KINTEK 专注于先进的实验室压机,包括等静压机,旨在为您的实验室需求提供均匀的密度和坚固的生坯部件。无论您是处理复杂几何形状还是需要高生坯强度进行加工,我们的专业知识都能确保最佳效果。 立即联系我们,讨论我们的 CIP 解决方案如何简化您的制造流程并提高您的部件质量!
图解指南