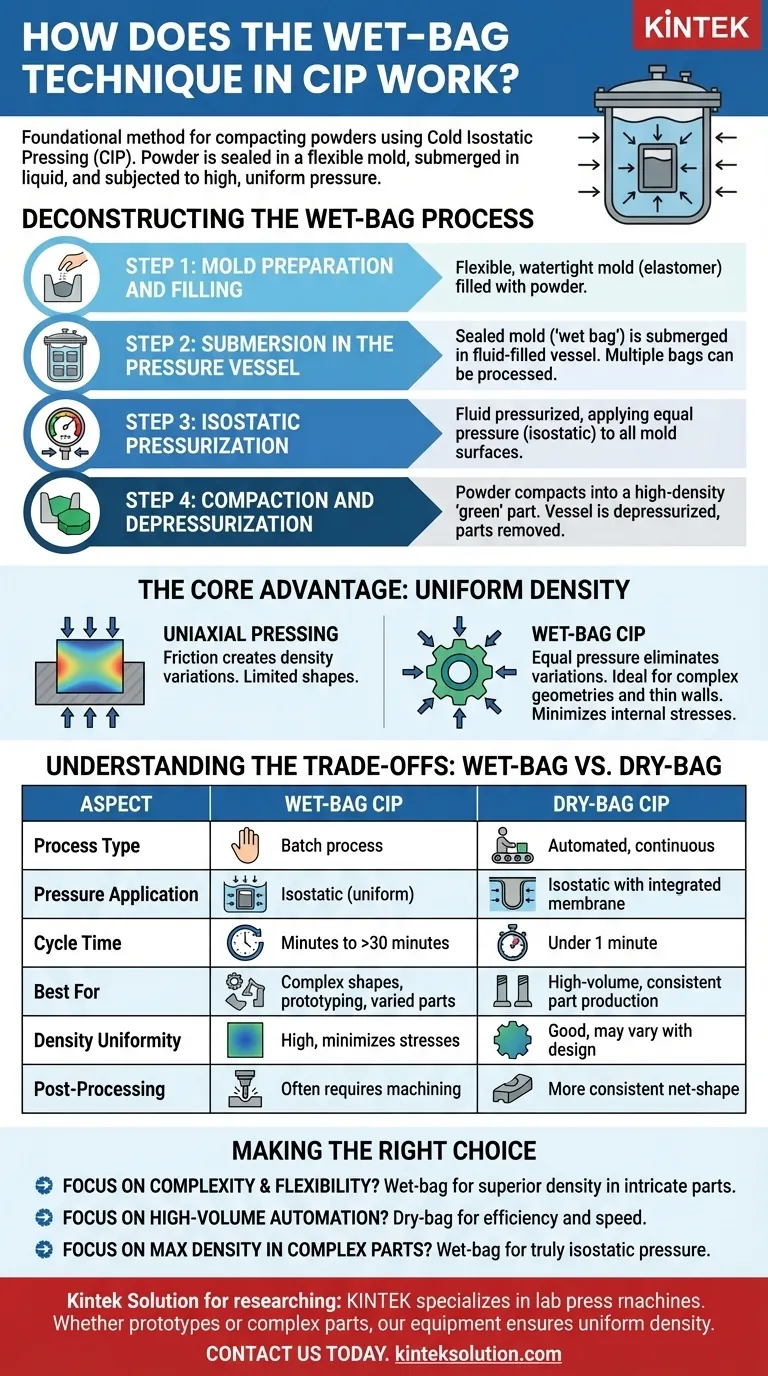
湿袋技术是使用冷等静压(CIP)压实粉末的基础方法。在此过程中,粉末被密封在一个柔性的防水模具中,然后将该模具浸入一个充满液体的腔室中。液体受到高压,液体反过来从各个方向同时对模具施加压力,将粉末压实成具有均匀密度的固体部件。
湿袋技术的核心原理是它能够生产密度高度均匀的零件,尤其是那些形状复杂的零件。然而,这种优势也有一个权衡:与更自动化的方法相比,这是一个更慢的、以批次为导向的过程。
剖析湿袋工艺
湿袋法可以分解为几个明显的、顺序的步骤。这种批次工艺允许在一个循环中压实多个零件,即使它们的形状不同。
步骤 1:模具准备和填充
该过程从一个柔性的、防水的模具开始,通常由聚氨酯或橡胶等弹性体制成。该模具被填充所需的粉末。
步骤 2:浸入压力容器
密封的模具(“湿袋”)被完全浸入一个充满液体的压力容器中。液体通常是水或可溶性油,它充当压力传递介质。
根据容器的大小,可以同时装载多个袋子,使该工艺对中小型生产运行效率更高。
步骤 3:等静压
外部泵或增压器对容器内的液体加压。该压力通常在 400 至 1,000 MPa 之间,均匀地施加到浸没的袋子的整个表面上。
这种“等静”应用——来自所有方向的均等压力——是该技术有效性的关键。
步骤 4:压实和减压
在巨大且均匀的压力下,粉末颗粒被紧密地压在一起,压实成一个固体、高密度的块状物,称为“生坯”件。压实周期时间从几分钟到 30 多分钟不等,具体取决于材料和零件尺寸。
压实后,容器减压,然后将成品生坯件从模具中取出。

核心优势:密度均匀性
使用湿袋技术的主要原因在于最终零件的质量。该方法克服了传统单轴(单向)压制的重大限制。
为什么等静压力很重要
在单轴压制中,粉末与模具壁之间的摩擦会在零件内部产生密度差异。等静压力通过从所有侧面均匀压缩粉末来消除这个问题,从而产生一个具有极高密度均匀性的零件。
对复杂形状的影响
这种均匀的压实使湿袋CIP非常适合制造具有复杂几何形状、凹陷或薄壁的零件。该过程最大限度地减少了使用其他方法压制复杂形状时常见的内部应力和薄弱点。
理解权衡:湿袋与干袋
要充分理解湿袋CIP的作用,必须将其与主要替代品——干袋技术进行比较。
灵活性和生产(湿袋)
湿袋工艺具有高度的灵活性。它适用于从原型制作到小批量和中等规模生产的各种情况,并且可以在一次运行中处理各种形状和尺寸的零件。然而,它是一种手动、基于批次的过程,周期时间较长。
速度和自动化(干袋)
在干袋CIP中,柔性膜直接集成到压力容器壁中,使零件与压力流体隔离。粉末被倒入模具中,被压制,并在一个快得多的循环中被弹出,通常不到一分钟。
这使得干袋技术更清洁,更适合自动化、大批量生产单一、一致的零件设计。
工艺考量
通过湿袋法生产的零件通常最终形状精度较低,可能需要后加工才能达到严格的尺寸公差。干袋工艺由于集成度更高,通常能产生更一致的净形零件。
为您的目标做出正确的选择
选择正确的等静压方法完全取决于您的生产量、零件复杂性和成本目标。
- 如果您的首要重点是生产复杂、原型或多样化的零件: 湿袋技术是更优的选择,因为它具有模具灵活性,并且在复杂的几何形状中确保均匀密度的能力是无与伦比的。
- 如果您的首要重点是高产量、自动化的单一零件批量生产: 干袋技术由于其快速的循环时间、更清洁的操作和适用于自动化的特性,效率要高得多。
- 如果您的首要重点是在复杂零件中实现尽可能高的材料密度: 湿袋真正等静施压的应用对于制造没有其他方法中常见的内部应力的致密、均匀结构至关重要。
了解这些基本区别,使您能够选择与您的材料和生产目标相符的精确制造工艺。
摘要表:
| 方面 | 湿袋CIP | 干袋CIP |
|---|---|---|
| 工艺类型 | 批次工艺 | 自动化、连续式 |
| 压力施加 | 等静压(所有方向均匀) | 带有集成膜的等静压 |
| 周期时间 | 几分钟到 30 多分钟 | 少于 1 分钟 |
| 最适合 | 复杂形状、原型制作、多样化零件 | 大批量、一致的零件生产 |
| 密度均匀性 | 高,最大限度地减少内部应力 | 良好,但可能因零件设计而异 |
| 后处理 | 通常需要机加工以达到严格公差 | 更一致的净形零件 |
准备好通过精确的粉末压实来提高您实验室的效率了吗? KINTEK 专注于实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,专为实验室需求量身定制。无论您是从事原型制作还是复杂零件的研发,我们的设备都能确保均匀的密度和高质量的结果。立即联系我们,讨论我们的解决方案如何使您的特定应用受益并提高您的生产力!
图解指南