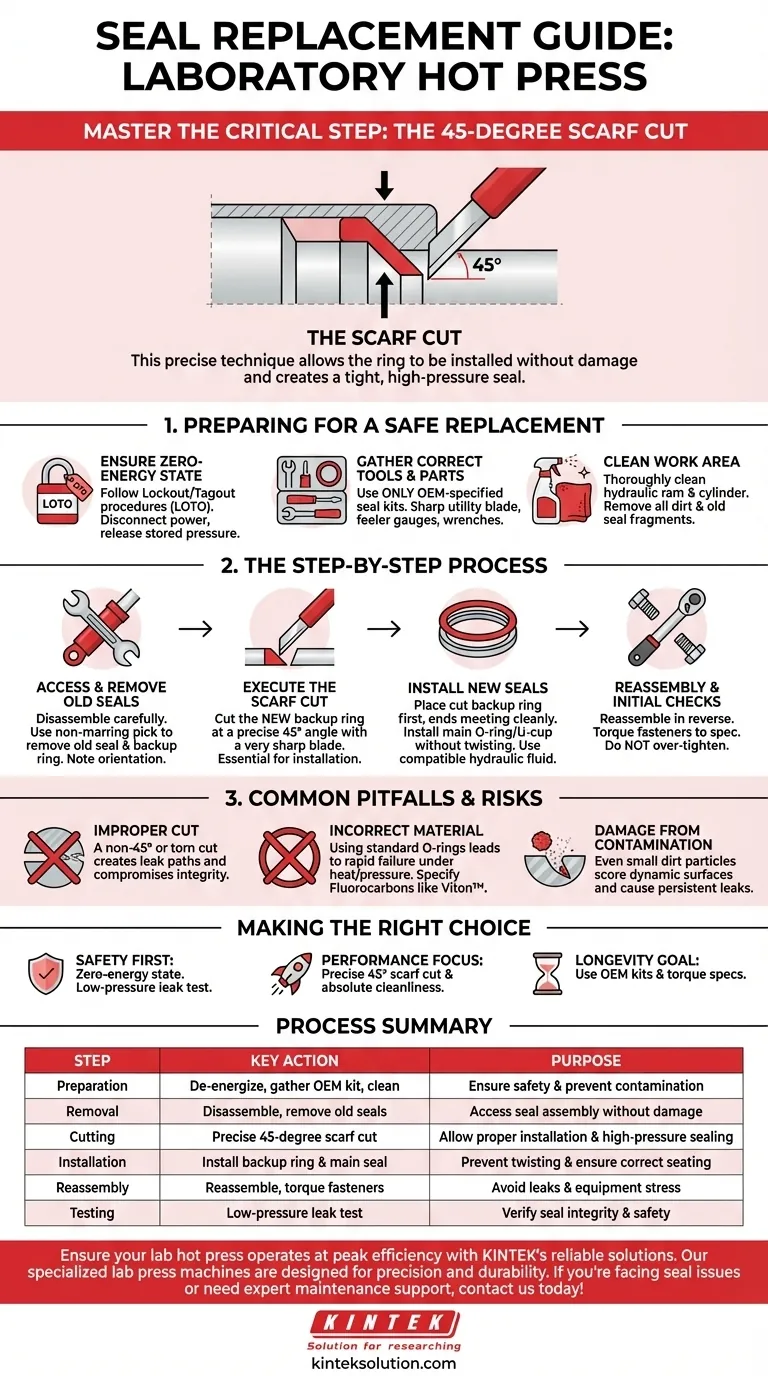
要正确更换实验室热压机中的密封圈, 关键步骤在于在主密封圈后面的支撑环上做一个精确的45度切口。这种被称为“斜切”(scarf cut)的技术,可以使密封环在不被拉伸或损坏的情况下安装到其凹槽中,确保其正确就位,并为高压密封提供必要的支撑。
执行成功的密封更换不仅仅是更换零件;这是一项需要将安全和技术放在首位的精密任务。45度斜切口是正确安装密封组件的关键,可以防止立即失效并确保设备的长期完整性。
准备安全地更换密封圈
在接触任何部件之前,您必须确保环境安全并拥有正确的材料。未能执行这些初步步骤是发生事故和返工的最常见原因。
确保零能耗状态
机器必须完全断电。这包括关闭主电源断路器、断开液压管路,并确认所有储存的能量都已释放。请无一例外地遵循您设施的上锁挂牌 (LOTO) 程序。
收集正确的工具和零件
确认您拥有OEM(原始设备制造商)指定的密封套件。使用不正确的材料可能导致在高温高压下发生灾难性故障。您还需要一把锋利的壁纸刀或刀片用于切割,塞尺以及用于拆卸的合适扳手。
清洁工作区域
彻底清洁液压柱塞、气缸和周围区域。任何引入系统中的污垢、砂粒或旧密封碎片都可能刮伤金属表面,导致新密封过早失效。

分步更换过程
在确保压机处于安全状态后,您可以开始机械工作。在此过程中,精度是指导原则。
接触并拆下旧密封圈
小心地拆卸必要的部件,以接触主气缸或柱塞密封圈。使用无划痕的挑针工具轻轻撬出旧的、硬化的密封圈及其背后的支撑环。拆卸时请注意所有组件的朝向。
关键的45度切口(“斜切”)
新的支撑环必须被切割才能安装。这是维修说明中提到的步骤。
使用非常锋利的刀片,以大约45度角切割支撑环。这个斜切口使得环体可以被轻微压缩或拉伸以适合凹槽。当施加系统压力时,它会将切口的两个斜面压在一起,形成一个紧密而有效的密封。
安装新密封圈
首先,将新切割的支撑环安装到其凹槽中,确保两个切割端面干净地对齐。接下来,小心地将主O形圈或U形杯密封圈安装在它前面。确保在安装过程中主密封圈没有扭曲。涂抹少量与系统兼容的液压油可以帮助密封圈就位。
重新组装和初步检查
按照拆卸的相反顺序重新组装部件。确保所有紧固件的扭矩都符合制造商的规格。不要过度拧紧,因为这可能会使法兰变形并产生新的泄漏路径。
应避免的常见陷阱
了解与此任务相关的风险与了解程序本身同样重要。匆忙完成这些步骤可能导致设备损坏或安全隐患。
切口不当的风险
一个不精确的45度角切口在压力下无法正确贴合,将产生泄漏路径。钝刀片可能会撕裂材料,损害其完整性。目标是实现一个完美、平整的接合面。
材料错误的危险
热压机的密封圈由高度特定的化合物(如Viton™或其他氟化碳)制成,旨在承受极端的高温和高压。使用标准的、现成的O形圈会导致其快速降解和失效。
污染造成的损坏
即使是一小块留在密封槽中的金属颗粒或污垢也会像切割工具一样。它会刮伤柱塞或气缸的动态表面,导致简单的密封更换无法修复的持续泄漏。
为您的目标做出正确的选择
安装新密封圈并重新组装压机后,需要一个仔细的启动程序来验证工作并确保可靠运行。
- 如果您的首要重点是安全: 开始前务必确认零能耗状态,并在恢复到完全运行压力之前进行低压泄漏测试。
- 如果您的首要重点是性能: 45度斜切的精度和密封槽的清洁度是实现无泄漏结果的两个最关键因素。
- 如果您的首要重点是寿命: 仅使用OEM指定的密封套件,并在重新组装时遵守扭矩规格,以防止组件受力过大。
正确执行的维护是设备可靠和安全运行的基础。
总结表:
| 步骤 | 关键操作 | 目的 |
|---|---|---|
| 准备 | 断开压机电源,收集OEM密封套件,清洁区域 | 确保安全并防止污染 |
| 拆卸 | 拆卸部件,取下旧密封圈 | 在不损坏的情况下接触密封组件 |
| 切割 | 在支撑环上做一个精确的45度斜切口 | 允许正确安装和高压密封 |
| 安装 | 小心地安装支撑环和主密封圈 | 防止扭曲并确保正确就位 |
| 重新组装 | 重新组装部件,将紧固件扭矩设定到规格 | 避免泄漏和设备应力 |
| 测试 | 在完全使用前进行低压泄漏测试 | 验证密封完整性和安全性 |
通过KINTEK的可靠解决方案,确保您的实验室热压机以最佳效率运行。 我们专业的实验室压机设备,包括自动、等静压和加热压机,都以精度和耐用性为设计目标。如果您遇到密封问题或需要专业维护支持,请立即联系我们,了解我们如何提高您实验室的性能并延长设备寿命!
图解指南