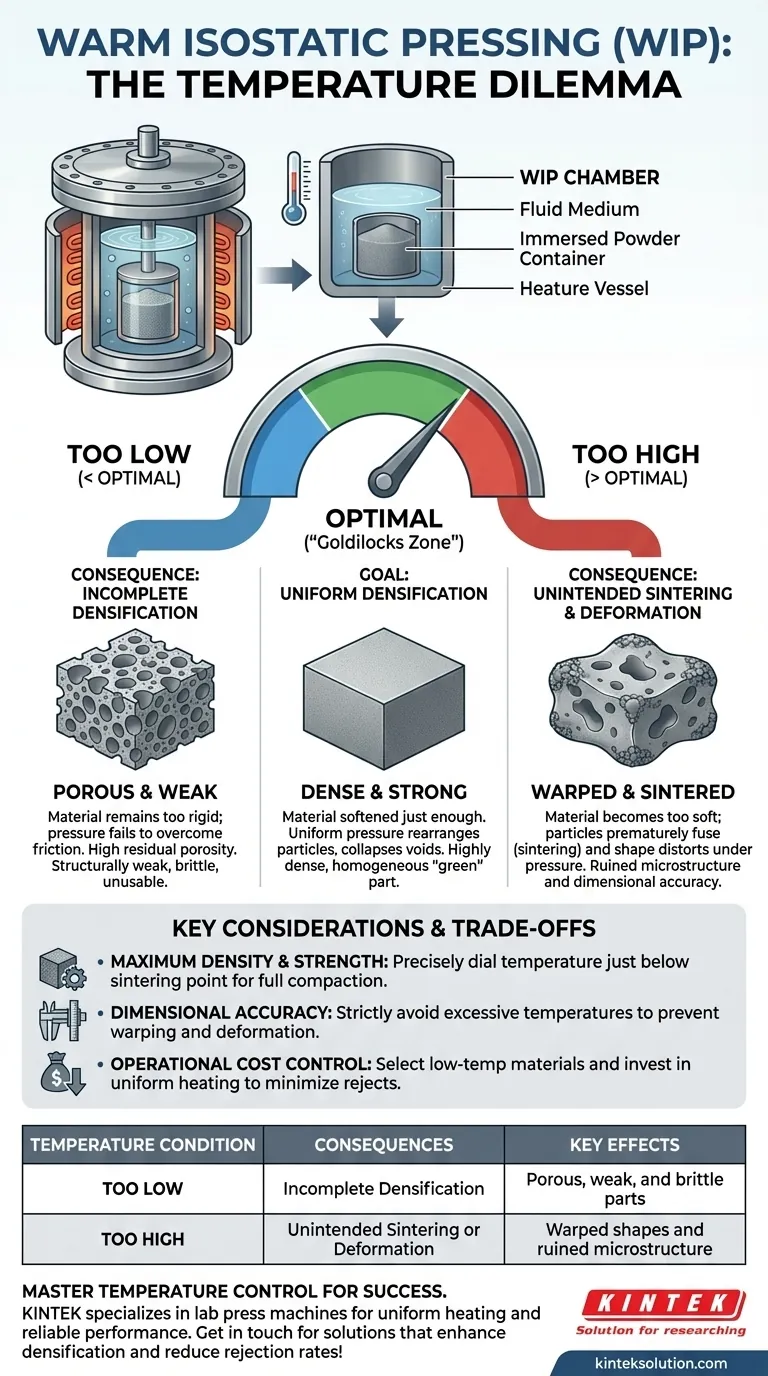
在最佳温度范围之外操作温等静压(WIP)会对您的最终产品产生直接且有害的后果。如果温度过低,粉末材料将无法实现完全致密化,导致部件多孔且强度不足。相反,如果温度过高,材料可能会发生非预期的烧结或变形,从而损坏部件的形状和内部结构。
温等静压的核心挑战不仅仅是施加热量和压力,而是要利用精确控制的温度使材料具有足够的可塑性以实现均匀致密化,同时不引发烧结等不需要的物理变化。
温度在WIP中的基本作用
温等静压专为在室温下无法有效成型的材料而设计。该过程涉及加热液体介质,该介质进而加热粉末,使其在施加高压之前和期间更具可塑性。
材料成型的“最佳区域”
将理想温度视为针对您的特定材料的“最佳点”或“黄金地带”。目标不是熔化或熔合粉末,而是将其软化到恰到好处的程度。
这种升高的温度会降低材料的屈服强度。这使得巨大而均匀的压力能够有效地重新排列粉末颗粒、消除空隙,并实现高度致密和均匀的“生坯”部件。
实现粉末流动和压实
在正确的温度下,粉末在压力下表现得更像流体。这种状态对于等静压起作用至关重要,因为力从所有方向均匀传递,确保即使在复杂几何形状中,部件的密度也是一致的。
在最佳范围外操作的后果
偏离材料的精确温度窗口会带来直接且可预见的缺陷。该过程对热误差是毫不留情的。
温度过低的问题
如果温度不足,材料会保持过硬。施加的压力将无法完全克服粉末的内部摩擦和强度。
这导致致密化不完全。最终部件将含有大量的残余孔隙率,使其结构脆弱、易碎,并且无法用于大多数高性能应用。
温度过高的危险
超过最佳温度同样具有破坏性,会带来两个主要风险。
首先,您面临非预期的烧结风险,即粉末颗粒的边缘开始熔合。烧结是一个独立的制造步骤,应在加压之后进行,过早发生会破坏部件的微观结构和尺寸精度。
其次,部件可能会出现变形。材料变得太软,在巨大压力下可能会下垂、翘曲或失去其预定形状,导致部件被报废。
理解权衡和关键注意事项
选择正确的温度不是猜测;它是基于材料科学和设备能力的经过计算的决定。
材料特定的要求
不存在通用的WIP温度。每种粉末材料——无论是聚合物、金属还是陶瓷——都有其独特的热特性。操作温度必须根据该材料的特定性能和成型要求来确定。
温度均匀性的关键需求
整个压力容器内的温度一致性是不可协商的。均匀性差,即某些区域比其他区域更热或更冷,会导致单个部件内部的致密化不一致。
这会产生内部应力和薄弱点,损害部件的完整性。高质量的WIP系统通常将温度均匀性保持在±3°C至±5°C。
平衡温度、复杂性和成本
提高工作温度会固有地增加工艺的复杂性和成本。它需要更复杂的加热元件、控制系统和安全措施,这直接影响生产的经济可行性。
为您的应用做出正确的选择
您的操作目标将决定您对温度控制的方法。
- 如果您的主要重点是实现最大的密度和强度: 您必须精确调整温度,使材料软化到足以完全压实,操作要略低于开始烧结的点。
- 如果您的主要重点是保持严格的尺寸精度: 您必须严格避免可能导致材料变形的过高温度,即使这意味着为了达到所需的密度而需要更长的压制周期。
- 如果您的主要重点是控制运营成本: 选择在较低温度下有效加工的材料,并投资于具有出色温度均匀性的设备,以最大限度地减少部件报废率。
归根结底,掌握温度控制是释放温等静压全部潜力的关键。

摘要表:
| 温度条件 | 后果 | 关键影响 |
|---|---|---|
| 过低 | 致密化不完全 | 多孔、脆弱和易碎的部件 |
| 过高 | 非预期烧结或变形 | 形状扭曲和微观结构损坏 |
确保您的温等静压需求实现精确的温度控制。KINTEK 专注于实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,旨在为实验室提供均匀的加热和可靠的性能。立即联系我们,讨论我们的解决方案如何提高您的材料致密化率并降低报废率——立即联系我们!
图解指南