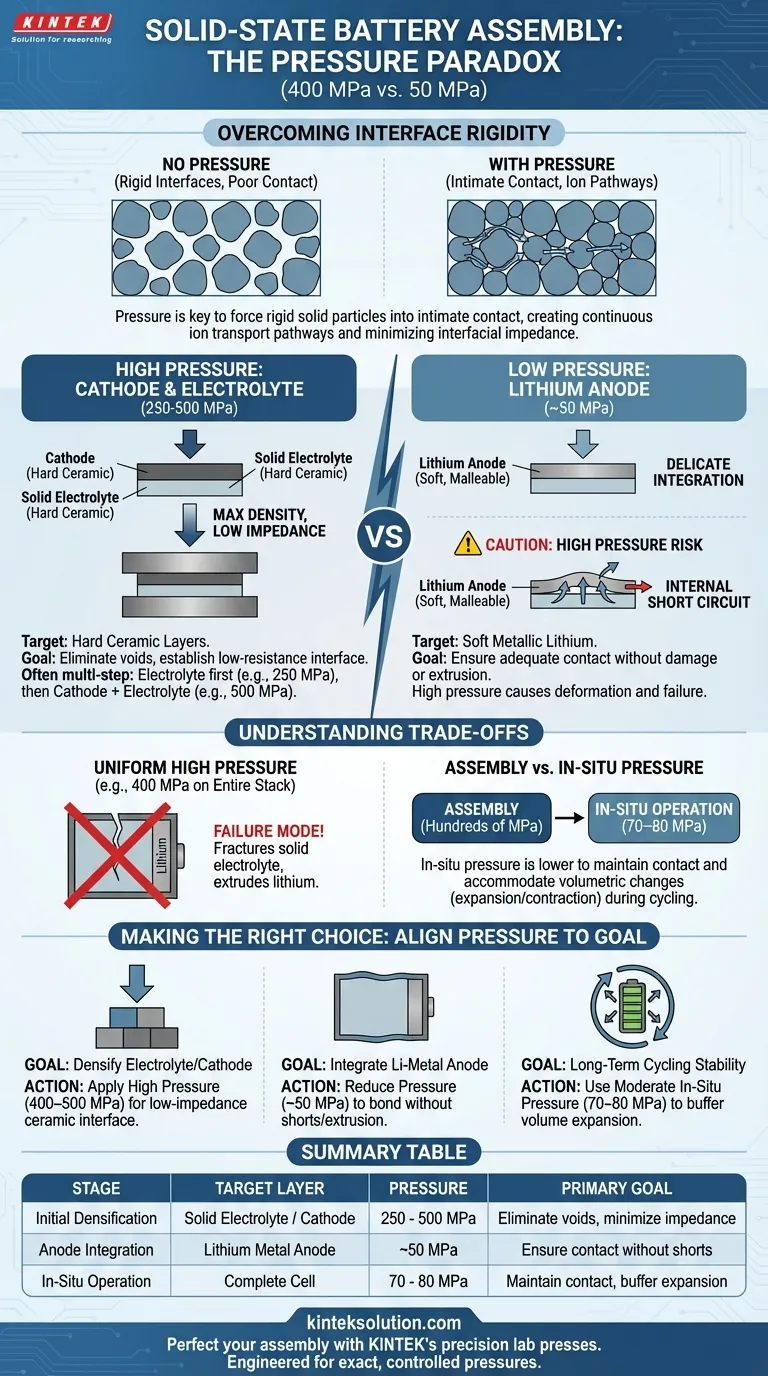
全固态电池组装过程中施加不同压力的考量取决于各层材料不同的机械性能。高压(例如 400–500 MPa)用于致密化正极和固态电解质,以最小化阻抗;而当集成柔软的金属锂阳极时,则严格需要显著低的压力(例如 50 MPa),以防止内部短路和结构损坏。
固态电池组装的成功依赖于精确的多步压实策略。您必须施加足够的力来消除刚性陶瓷层中的孔隙,同时又不超过易损金属部件的屈服强度,从而确保低电阻界面而不损害电池的完整性。
固-固界面的物理学
克服界面刚性
与液体电解质电池不同,固态电池具有刚性的固-固界面。正极、阳极和电解质中的颗粒不会自然流动以形成接触。
外部压力是迫使这些刚性颗粒紧密、连续物理接触的主要机制。没有这一点,离子无法在层之间有效传输。
最小化界面阻抗
电池的性能严重依赖于这些界面的质量。
接触不足会导致高界面电阻(阻抗)。通过施加压力,您可以创建连续的离子传输通道,这对于实现电池的电化学潜力至关重要。

分层压力策略
高压:正极和电解质
正极和固态电解质层通常由坚硬的类陶瓷材料组成。
为了实现最大的致密化和内部连接性,这些层需要高压,通常在 250 MPa 至 500 MPa 之间。
一种常见的多步方法是先压制电解质层(例如,在 250 MPa 下),然后加入正极,再以更高的压力(例如,500 MPa)再次压制,以无缝粘合它们。
低压:锂阳极
当引入阳极时,特别是使用金属锂时,机械规则会发生巨大变化。
锂柔软且具有延展性。将其施加到用于正极的高压下会导致变形或通过锂挤压穿过电解质层而引起内部短路。
因此,阳极在显著低的压力下压实,例如 50 MPa。这确保了与电解质的充分接触,而不会损坏精密的电池结构。
理解权衡
均匀高压的风险
在添加锂阳极后对整个堆叠施加均匀的高压(例如 400 MPa)是一种常见的失效模式。
这可能导致固态电解质破裂或锂挤出,在测试开始前就损坏电池。差压法是强制性的安全和性能约束。
组装压力与原位压力
区分用于制造电池的压力和用于操作电池的压力至关重要。
虽然组装通常需要数百兆帕,但原位操作压力通常较低(例如 70–80 MPa)。
这种持续的、较低的操作压力在循环过程中保持接触,并适应体积变化(膨胀/收缩),而不会压碎活性材料。
为您的目标做出正确选择
为了优化您的实验室压机方案,请根据组装的具体阶段调整您的压力设置:
- 如果您的主要重点是致密化电解质/正极:施加高压(400–500 MPa)以消除孔隙并建立低阻抗的陶瓷界面。
- 如果您的主要重点是集成锂金属阳极:大幅降低压力(约 50 MPa),以在不引起短路或材料挤出而不损坏的情况下粘合层。
- 如果您的主要重点是长期循环稳定性:过渡到中等、连续的压力(70–80 MPa),有效地使用原位压缩装置来缓冲体积膨胀。
掌握这些压力差是将粉末和箔片转化为凝聚的、高性能储能装置的关键。
总结表:
| 组装阶段 | 目标层 | 推荐压力范围 | 主要目标 |
|---|---|---|---|
| 初始致密化 | 固态电解质 / 正极 | 250 - 500 MPa | 消除孔隙,最小化阻抗 |
| 阳极集成 | 锂金属阳极 | ~50 MPa | 确保接触而不引起短路 |
| 原位操作 | 完整电池 | 70 - 80 MPa | 循环过程中保持接触,缓冲膨胀 |
准备好完善您的全固态电池组装了吗?
KINTEK 的精密实验室压机,包括我们的自动和加热实验室压机,都经过精心设计,能够提供您研究中每个关键层所需的精确、受控压力。我们帮助像您一样的电池研究人员实现无瑕疵的逐层压实,从高压正极致密化到精密的阳极集成。
立即联系我们的专家,讨论我们的专用实验室压机如何增强您的电池开发流程,并加速您走向高性能、可靠电池的道路。
图解指南
参考文献
- Seungwoo Lee, Ungyu Paik. Stabilized Conductive Agent/Sulfide Solid Electrolyte Interface via a Halide Solid Electrolyte Coating for All‐Solid‐State Batteries. DOI: 10.1002/cey2.70051
本文还参考了以下技术资料 Kintek Press 知识库 .
相关产品
- 实验室用 24T 30T 60T 带加热板的加热型液压实验室压片机
- 带集成热板的手动加热式液压实验室压力机 液压压力机
- XRF KBR 傅立叶变换红外实验室液压压粒机
- 实验室用红外线压模
- 实验室液压压力机 实验室手套箱压粒机



















