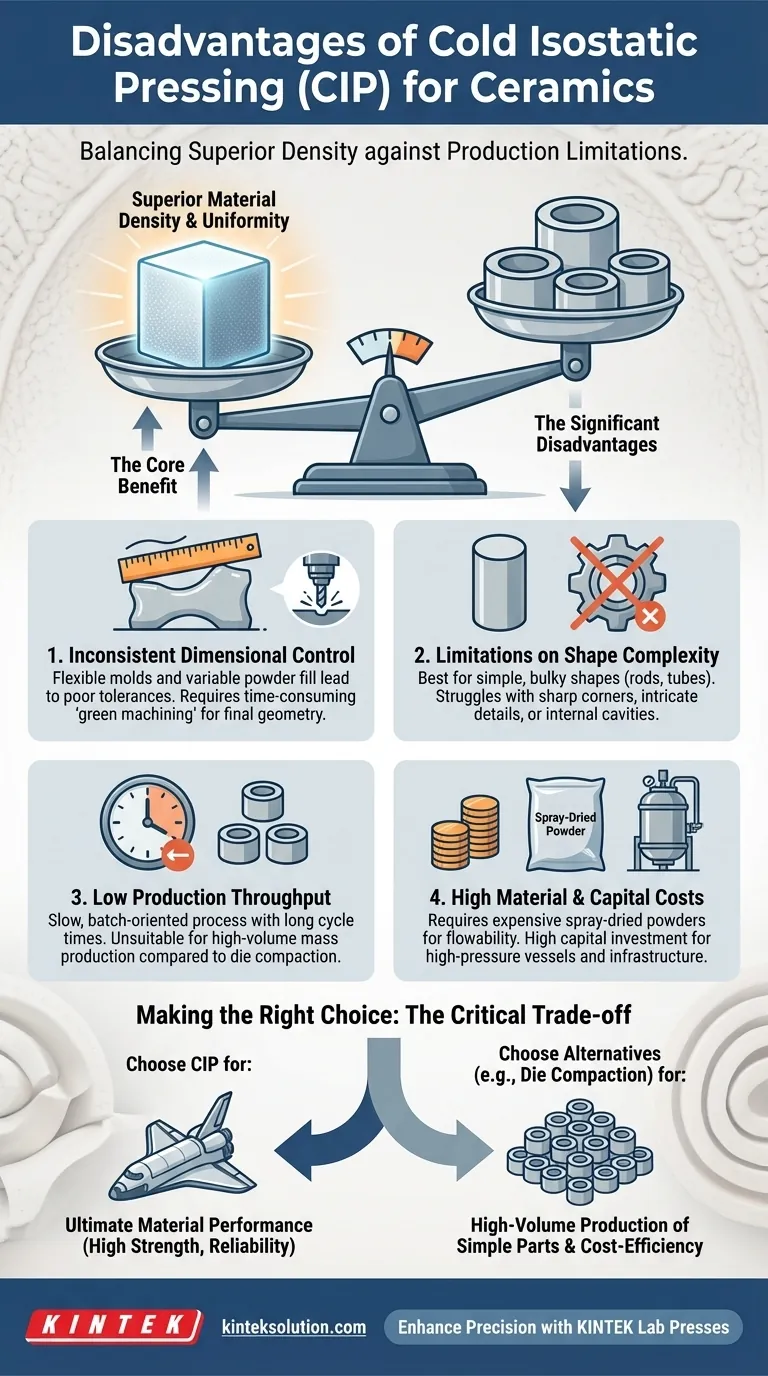
虽然冷等静压(CIP)在制造致密、均匀的陶瓷零件方面非常有效, 但它也存在显著的缺点。主要缺点是尺寸控制不佳和无法形成复杂形状,这通常需要昂贵且耗时的二次加工。此外,CIP的生产率远低于模压等替代方法,并且可能需要更昂贵、经过特殊准备的粉末才能高效运行。
CIP的核心权衡是明确的:你牺牲了制造速度和几何精度,以换取卓越的材料密度和均匀性。理解这种平衡是决定它是否适合你的应用的关键。
核心挑战:将压力转化为精度
冷等静压通过流体和柔性模具从所有方向均匀施加压力。虽然这能产生卓越的密度,但它也引入了可变性,使得直接通过压制实现严格公差几乎不可能。
尺寸控制不一致
CIP中使用的柔性弹性体袋或模具在压力下会变形。尽管压力均匀,但由于粉末填充密度的不一致和模具本身的弹性特性,"生坯"零件的最终尺寸可能会有所不同。这使得在没有二次步骤的情况下保持严格公差非常困难。
形状复杂性的限制
CIP最适合生产简单的块状形状,如棒材、管材或块体。该工艺难以形成尖锐的外角、复杂的内腔或精细的表面细节。柔性模具根本无法高精度地压制成这些复杂的几何形状。
后处理的必要性
由于尺寸控制不佳和形状限制,大多数通过CIP制造的部件被认为是“近净形”预成形件。它们必须经过“生坯加工”——在最终烧结前对零件进行加工——以达到所需的最终几何形状和表面光洁度。这大大增加了制造工作流程的时间和成本。
理解经济和生产权衡
除了技术限制之外,CIP还存在一些经济和操作上的障碍,使其不适用于许多大批量或成本敏感的应用。
生产吞吐量低
CIP本质上是一种较慢的、批处理式的工艺。与单轴模压或挤压等高速、连续方法相比,其循环时间要长得多。这使得CIP不适合小部件的大规模生产。
原材料的隐性成本
为了实现可靠的自动化,干袋式CIP系统需要具有良好流动性的陶瓷粉末。这通常通过使用喷雾干燥粉末来实现,这种粉末呈球形且均匀,但比其他工艺中使用的标准研磨粉末昂贵得多。
高资本投入
尽管“湿袋式”CIP的柔性模具可能不昂贵,但高压容器本身代表着一项重大的资本投资。安全处理高达60,000 psi或更高压力的所需基础设施是巨大的。
关键权衡:尽管有缺点,为何仍选择CIP?
鉴于这些缺点,选择使用CIP取决于一个因素:对最佳材料性能的需求。当性能不能妥协时,就会选择此工艺。
无与伦比的密度和均匀性
通过等静压(从所有方向均匀施加压力),CIP消除了密度梯度,而密度梯度是单轴(单向)压制零件常见的失效源。这使得生坯在整个体积内都具有均匀的密度。
卓越的机械性能
这种均匀的密度直接转化为烧结后更优越、更可靠的机械性能。CIP零件表现出更高的强度、更大的硬度和改善的断裂韧性,使其成为航空航天、国防和医疗行业高应力、高要求应用的理想选择。
为您的应用做出正确选择
选择正确的成形工艺需要平衡部件的几何形状、性能和商业需求。
- 如果您的主要关注点是简单零件的大批量生产: 模压或挤压比CIP更具成本效益且速度更快。
- 如果您的主要关注点是大型或复杂零件的最终材料性能: CIP是更优越的选择,但您必须为实现最终尺寸所需的后加工预留预算。
- 如果您的主要关注点是低成本原型制作或小批量生产: “湿袋式”CIP提供低模具成本,如果您能容忍较长的循环时间和二次加工,则它是一个可行的选择。
最终,理解这些权衡使您能够选择与您的项目技术和商业目标完全一致的成形工艺。
总结表:
| 缺点 | 描述 |
|---|---|
| 尺寸控制不佳 | 由于柔性模具和粉末填充可变性导致尺寸不一致,需要二次加工。 |
| 形状复杂性受限 | 最适合棒材和管材等简单形状;难以处理复杂的细节和尖角。 |
| 生产吞吐量低 | 与模压等替代方法相比,批处理工艺较慢,不适用于大批量生产。 |
| 高材料和资本成本 | 需要昂贵的喷雾干燥粉末和对高压设备的重大投资。 |
正在为陶瓷制造挑战而苦恼吗? KINTEK专注于实验室压机,包括自动实验室压机、等静压机和加热实验室压机,旨在提高您实验室的精度和效率。我们的解决方案可帮助您实现卓越的材料密度和均匀性,同时解决尺寸可变性等常见缺点。立即联系我们,讨论我们的设备如何优化您的工艺并为您的HPP应用提供可靠的结果。立即联系!
图解指南