简而言之,湿袋法冷等静压(CIP)工艺的主要局限性在于其循环时间慢、劳动力需求高,以及不适用于大批量自动化生产。尽管它在生产密度均匀的零件方面表现出色,但它本质上是一种批处理工艺,比干袋法或单轴压制等替代方案要慢得多,且需要更多的人工操作。
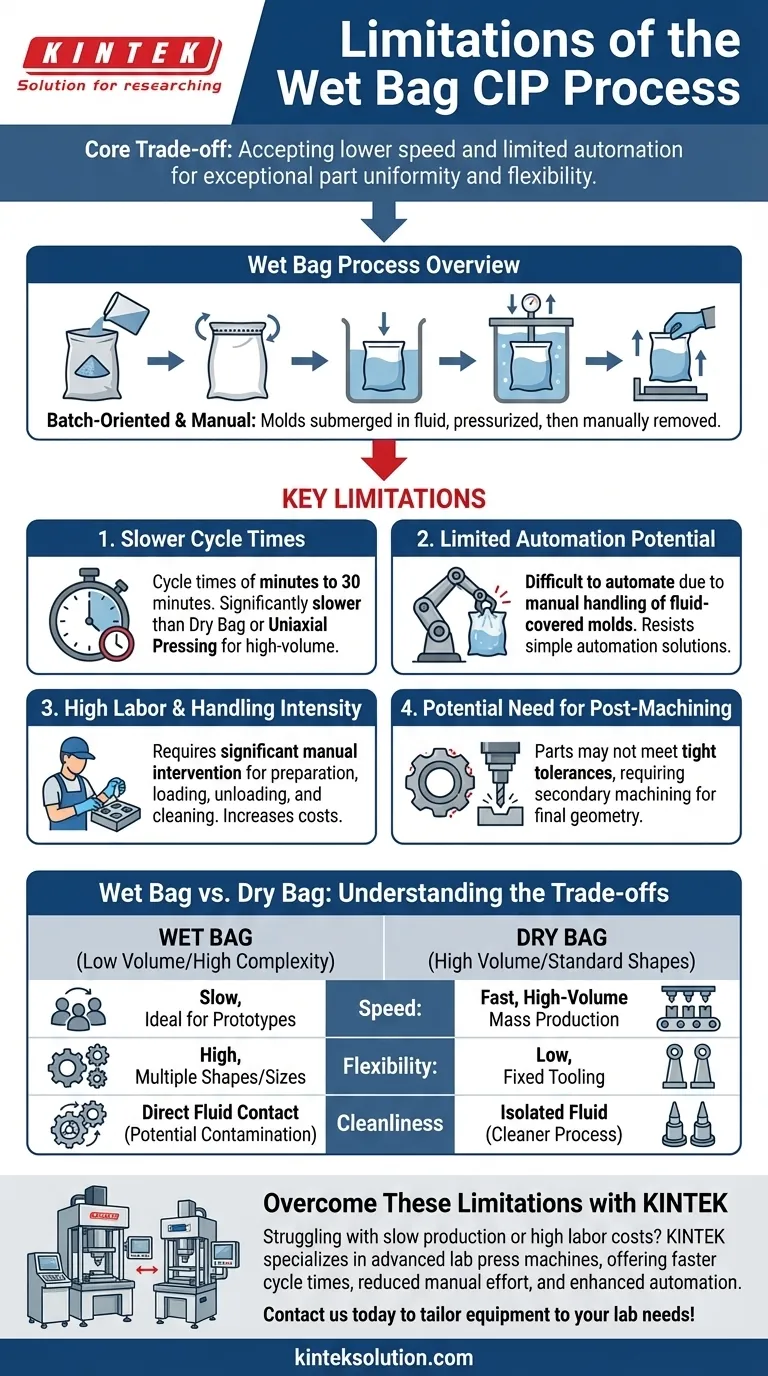
湿袋法工艺的核心权衡是牺牲较低的生产速度和有限的自动化,以换取卓越的零件均匀性和生产小批量复杂形状的灵活性。
湿袋法工艺解析
要了解其局限性,您必须首先了解其工作机制。该过程简单但本质上是手动的。
批处理式工作流程
在湿袋技术中,一个柔性模具或袋子装满粉末并密封。然后将这个密封的袋子浸入一个装有流体(通常是油或水)的压力容器中。
容器被密封,流体被加压,对模具的所有表面施加均匀的压力。经过设定时间后,容器减压、打开,然后手动取出压实部件。
直接流体接触
一个显著特征是模具直接浸入加压流体中。这对处理、清洁和整体工作流程有直接影响。

湿袋法工艺的主要局限性
这种手动、批处理式的工艺带来了一些明显的缺点,尤其是在考虑大规模生产时。
循环时间较慢
填充、密封、装载、加压、减压和卸载的整个循环耗时。循环时间可以从几分钟到长达30分钟不等。
这比专为快速、连续或半连续生产而设计的干袋法冷等静压或单轴压制要慢得多。
自动化潜力有限
湿袋法工艺很难完全自动化。对柔性、沾有流体的模具进行手动装卸是一个主要瓶颈,难以通过简单的自动化解决方案解决。
相比之下,干袋法工艺的模具内置于压力容器中,明确设计用于集成到自动化、大批量生产线中。
劳动和搬运强度高
每个零件或每批零件都需要大量的人工干预。操作员必须准备模具,将其装入和取出压力容器,并管理零件和模具的清洁。这使得该工艺劳动强度更高,并增加了大规模生产的运营成本。
可能需要后加工
虽然该工艺非常适合形成复杂形状,但最终零件可能无法满足严格的尺寸公差。这通常需要二次加工步骤才能实现最终精确的几何形状,从而增加了整体生产的时间和成本。
了解权衡:湿袋法与干袋法
与主要的替代方案——干袋法工艺直接比较时,湿袋法工艺的局限性最为清晰。
速度和产量
湿袋法非常适合原型、研究和中小批量生产,其中零件的复杂性和质量至关重要。
干袋法专为大批量生产更标准化形状而设计,其中速度和每个零件的低成本是主要驱动因素。
形状复杂性和灵活性
湿袋法工艺提供卓越的灵活性。它可以在同一周期内处理多种形状和尺寸,且模具成本相对较低。
干袋法工艺使用集成在压机中的固定模具,最适合大批量生产相同零件。
清洁度和污染
由于干袋法工艺通过永久性膜将加压流体与粉末模具隔离,因此它是一种本质上更清洁的工艺。湿袋法直接流体接触会增加一个额外步骤,如果管理不当,可能会成为污染源。
为您的生产需求做出正确选择
您的生产目标是决定湿袋法工艺的局限性是否可接受的最重要因素。
- 如果您的主要重点是大批量生产:湿袋法工艺因其缓慢、手动性质而不够适用;干袋法工艺是更好的选择。
- 如果您的主要重点是以小批量生产复杂或多样的形状:湿袋法工艺是一个绝佳选择,因为其速度上的局限性被其灵活性和生产高度均匀零件的能力所抵消。
- 如果您的主要重点是最大限度地降低劳动力成本和最大限度地提高自动化程度:湿袋法工艺的高劳动强度使其不如全自动化干袋法系统具有可扩展性。
最终,您必须选择符合您对零件复杂性、生产量和成本的特定要求的制造方法。
总结表:
| 局限性 | 描述 | 影响 |
|---|---|---|
| 循环时间较慢 | 填充、密封和卸载等手动步骤每个循环需要几分钟到 30 分钟。 | 降低生产速度和效率。 |
| 自动化潜力有限 | 由于处理沾有流体的模具,难以实现自动化。 | 增加对人工劳动的依赖,限制可扩展性。 |
| 劳动和搬运强度高 | 需要操作员大量干预模具准备和零件取出。 | 提高运营成本和劳动力需求。 |
| 可能需要后加工 | 零件可能不符合严格的公差,需要二次加工。 | 增加生产过程的时间和成本。 |
您的实验室是否正在为生产缓慢或劳动力成本高昂而苦恼? KINTEK 专注于先进的实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,旨在克服湿袋法冷等静压等传统方法的局限性。我们的解决方案可实现更快的循环时间、减少人工操作并增强自动化,从而提高您的效率和精度。立即联系我们,了解我们如何根据您的实验室需求定制设备,帮助您取得卓越成果!
图解指南