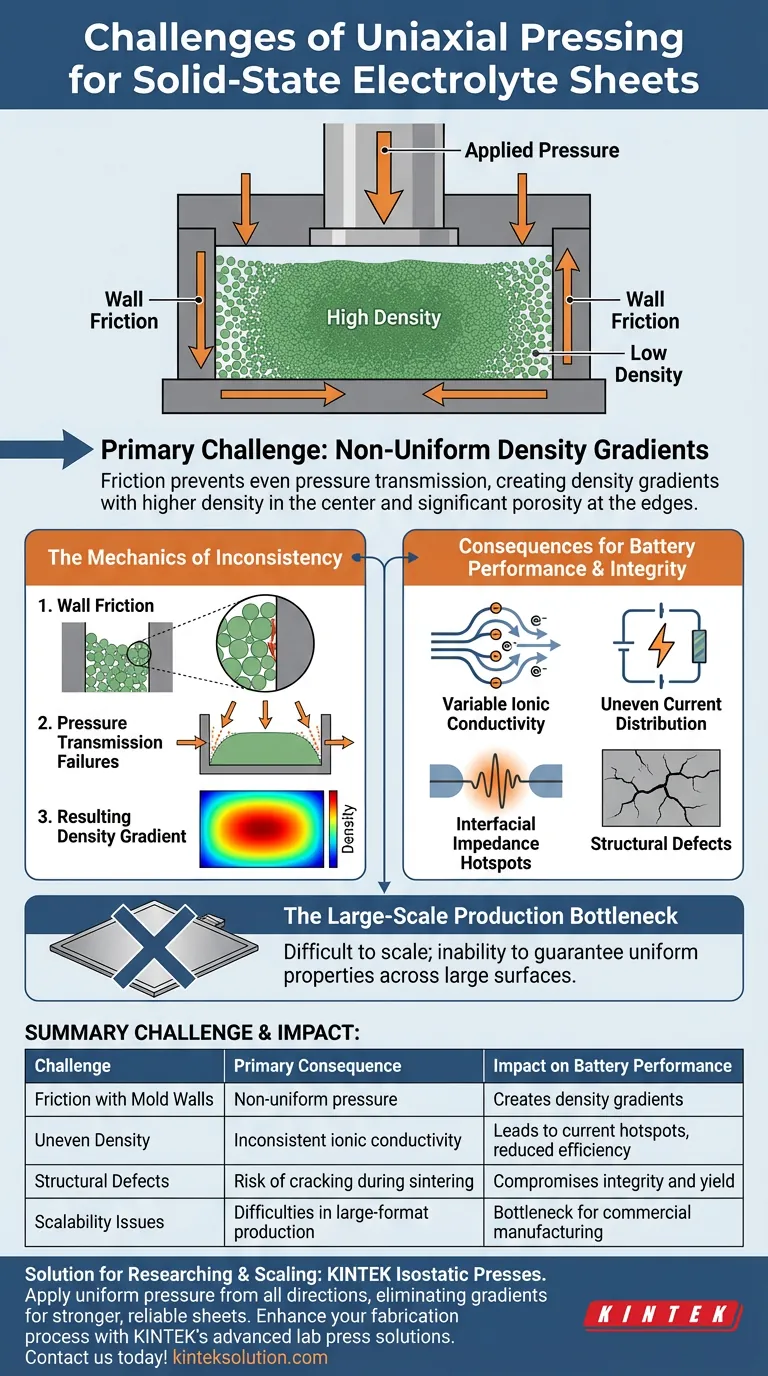
使用单轴压机制造固态电解质的主要挑战是产生不均匀的密度梯度。粉末与模壁之间的摩擦会阻止压力均匀地传递到整个材料中。这导致“生坯”(烧结前的压制粉末)通常中心密度较高,而边缘密度明显较低,从而损害最终薄片的结构和电化学完整性。
虽然单轴压制对于致密化粉末以减少孔隙率至关重要,但固有的不均匀压力分布会导致离子电导率和机械强度不一致,从而成为扩大生产规模的重大瓶颈。
不一致性的力学原理
壁面摩擦的作用
当您沿一个方向(单轴)施加压力时,粉末不会像流体一样完美流动。
摩擦会立即在粉末颗粒与模具内壁之间产生。这种摩擦起到阻力作用,吸收部分施加的能量。
压力传递失败
由于这种摩擦,冲头施加的压力不会在样品的深度和宽度上均匀传递。
最靠近移动冲头的材料接收到的力最大,而靠近模具壁和远离冲头的区域接收到的有效压力较小。
由此产生的密度梯度
这种物理限制会导致明显的微观结构缺陷:密度梯度。
电解质片的中心通常密度较高,而边缘则更疏松、压实度较低。这种不均匀性在后续的加工步骤中不易纠正。

对电池性能的影响
离子电导率的变化
固态电解质依赖于致密、紧密的颗粒间接触来传输离子。
低密度区域(如边缘)的接触点较少,内部孔隙率较高。这会导致薄片表面的离子电导率变化,在电池运行期间导致电流分布不均。
对界面阻抗的影响
高压压实(通常为 40 至 600 MPa)旨在最大化离子传导通路。
然而,如果压力不均匀,界面阻抗将不一致。低密度区域较高的阻抗会产生电阻“热点”,从而降低整体电池性能。
结构完整性和可扩展性
生坯的缺陷
获得无缺陷的“生坯”是高温烧结阶段的关键前提。
如果生坯密度不均匀,在加热时会不均匀收缩。这会大大增加烧结过程中开裂和变形的风险,导致电解质片材无法使用。
大规模生产瓶颈
虽然对于小型、标准化的实验室样品有用,但随着薄片尺寸的增加,这些问题会加剧。
无法保证更大表面积上性能的均匀性,使得单轴压制成为大规模生产大型固态电池的困难技术。
理解权衡
简单性与均匀性
单轴压机是标准的实验室设备,因为它们成本效益高,并且能够提供极高的压力(高达 600 MPa)来制造致密样品。
然而,您会为这种简单性付出均匀性的代价。对于以分离固有材料特性为目标的微型测试电池,这种权衡通常是可以接受的。
生坯强度与烧结风险
施加高压(例如 127 MPa)会增加样品的“生坯强度”,使其在烧制前更容易处理。
但是,如果压力施加不均匀,就会引入内部应力。您可以在短期内获得可操作性,但由于差异收缩,存在在最终烧结阶段发生灾难性故障的风险。
根据您的目标做出正确的选择
为了有效应对这些挑战,您必须将您的制造方法与您的具体项目目标相结合:
- 如果您的主要关注点是基本的材料表征:使用单轴压制来制造小型、致密的样品,以快速评估固有的电化学性能和正极兼容性。
- 如果您的主要关注点是最大化离子电导率:确保施加足够的压力以最大程度地减少孔隙率,但请注意,样品中心和边缘之间的电导率测量值可能略有不同。
- 如果您的主要关注点是大尺寸薄片制造:认识到单轴压制可能存在硬性上限;您可能需要探索其他压实方法(如等静压)来实现必要的均匀性。
通过认识到单轴压制引起的摩擦限制,您可以更好地解释您的性能数据并改进您的制造规程。
总结表:
| 挑战 | 主要后果 | 对电池性能的影响 |
|---|---|---|
| 与模壁的摩擦 | 压力分布不均匀 | 产生密度梯度(中心高,边缘低) |
| 密度不均 | 离子电导率不一致 | 导致电流热点和效率降低 |
| 结构缺陷 | 烧结过程中开裂的风险 | 影响机械完整性和产量 |
| 可扩展性问题 | 大型薄片生产的困难 | 商业制造的瓶颈 |
在固态电解质研究中为均匀密度而苦苦挣扎?标准单轴压机的局限性显而易见。对于要求更高均匀性和一致性能的实验室规模生产,KINTEK 的先进等静压机从所有方向施加均匀压力,消除了摩擦引起的密度梯度。这可以生产出更坚固、更可靠、离子电导率均匀的电解质片。
准备好改进您的制造工艺并加速您的电池开发了吗?立即联系我们的专家,讨论我们的专用实验室压机解决方案如何满足您特定的研究和规模化挑战。
图解指南