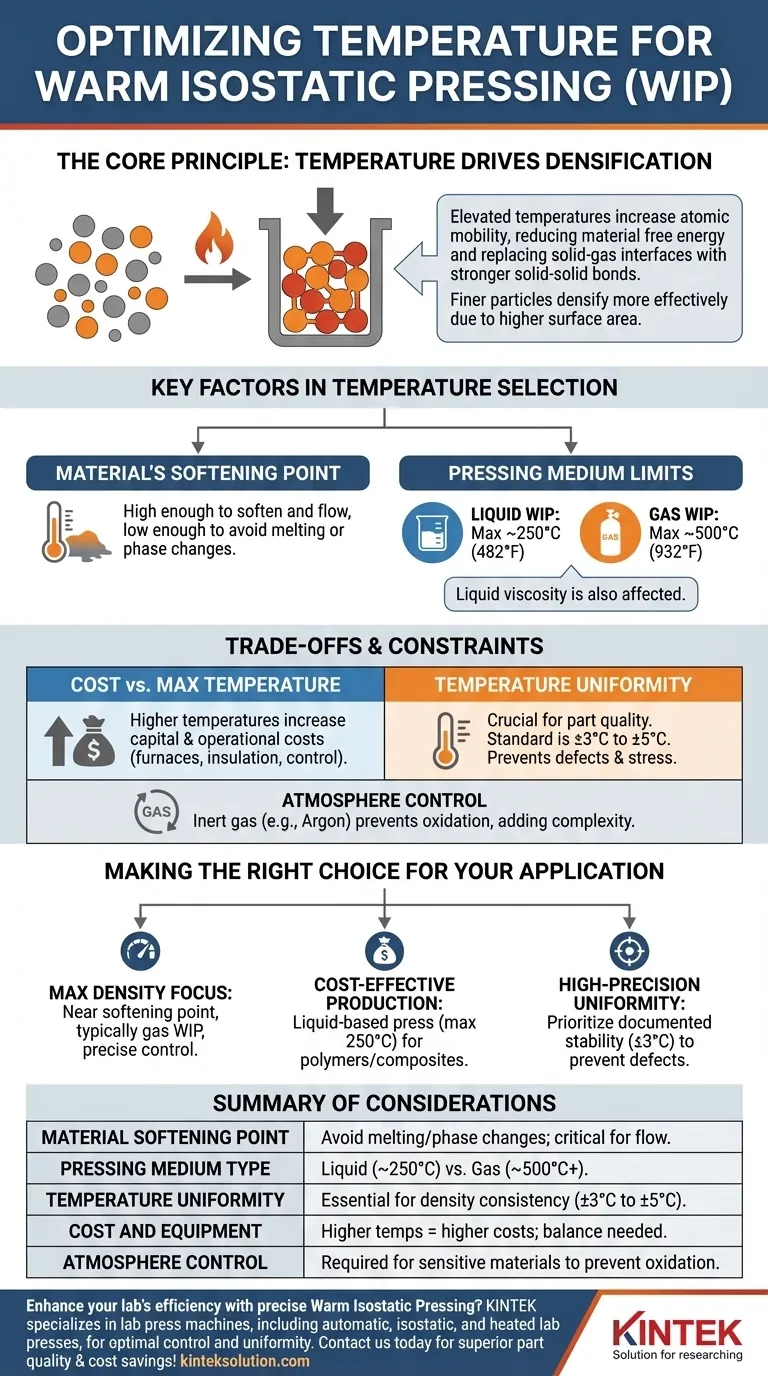
在选择温等静压 (WIP) 的操作温度时,您必须考虑材料特性、设备限制和工艺控制能力之间的相互作用。主要因素包括材料致密化所需的温度、压机(液体系统与气体系统不同)的最高温度,以及确保零件质量所需的严格温度均匀性。
目标不仅仅是使用尽可能高的温度。相反,最佳温度是一个经过仔细选择的点,它能最大限度地提高粉末的致密化,同时又不超出特定制造工艺的实际和经济限制。
核心原理:温度如何驱动致密化
温等静压利用热量和压力将松散的粉末转化为坚固致密的部件。了解温度的作用对于控制工艺至关重要。
降低材料自由能
在高温下,粉末颗粒内的原子具有更多的能量,可以更自由地移动。这种原子迁移性使得颗粒在压力下能够更有效地结合在一起。
这个过程减少了单个粉末颗粒的总表面积,用能量较低的固-固界面取代了能量较高的固-气界面。结果是形成一个更坚固、更致密的最终部件。
粒度的影响
温度对更细的粉末材料影响更明显。较小的颗粒具有更高的比表面积与体积比,这意味着它们具有更高的初始表面能和更强的热力学驱动力,在加热时更易致密化。

温度选择的关键因素
选择正确的温度需要平衡材料的理想物理要求与设备的实际限制。
材料的软化点
最关键的因素是您特定粉末材料的行为。WIP温度应足够高以使材料软化,使其在压力下变得柔韧并促进塑性流动,但又足够低以避免熔化或不希望的相变。
压制介质的类型(液体与气体)
用于传递压力的介质——无论是专用液体还是惰性气体——对您的最高操作温度施加了硬性限制。这通常是第一个决策点。
- 液体WIP压机通常使用油或水基流体,温度限制在250°C (482°F)左右。
- 气体WIP压机使用惰性气体(如氩气),可以达到更高的温度,通常高达500°C (932°F)或更高。
压制介质的粘度
对于液基系统,温度直接影响流体的粘度。必须控制温度,以确保液体具有正确的粘度,以便在整个压制循环中均匀流动并均匀传递压力。
了解权衡和限制
选择温度是在管理相互竞争的优先事项。更高的温度可以提高密度,但会带来显著的成本和控制挑战。
成本与最高温度
追求更高的温度会直接增加资本和运营成本。能够承受更高温度的炉子需要更先进的加热元件、更优越的绝缘材料和更复杂的控制系统,所有这些都更加昂贵。
温度均匀性的关键需求
整个部件的稳定和均匀温度是不可协商的。行业通用的均匀性标准是±3°C 至 ±5°C。
均匀性差会导致部件内部的密度变化。这些变化会产生内应力,导致翘曲,并最终损害最终部件的机械完整性。
气氛控制要求
许多粉末材料,尤其是金属,在高温下极易氧化。为防止这种情况,工艺可能需要受控的惰性气氛(如氩气)。这给操作增加了另一层复杂性和成本。
为您的应用做出正确选择
您的最佳温度取决于您的主要目标。使用这些指南来指导您的决策过程。
- 如果您的主要目标是在高性能材料中实现最大密度:您可能需要接近材料的软化点运行,这可能需要一个基于气体的WIP系统,并具有精确的气氛控制。
- 如果您的主要目标是经济高效地生产低温聚合物或复合材料:液基压机通常是更经济的选择,但您必须在其固有的约250°C的温度上限内工作。
- 如果您的主要目标是制造高精度、均匀的部件:优先选择具有良好且有记录的温度均匀性(±3°C或更好)的系统,因为这是防止内部应力和缺陷的最关键因素。
最终,正确的温度不是尽可能高的温度,而是最稳定、最适合将粉末转化为完全致密、可靠部件的温度。
总结表:
| 因素 | 描述 | 关键考量 |
|---|---|---|
| 材料软化点 | 使材料柔韧以进行致密化的温度 | 必须避免熔化或相变;对材料行为至关重要 |
| 压制介质类型 | 液体(油/水)或气体(氩气)系统 | 液体WIP:最高约250°C;气体WIP:最高约500°C或更高 |
| 温度均匀性 | 压制过程中部件的稳定性 | 对密度一致性至关重要;行业标准±3°C至±5°C |
| 成本和设备 | 资本和运营费用 | 更高的温度会增加成本;需与工艺需求平衡 |
| 气氛控制 | 使用惰性气体以防止氧化 | 敏感材料所需;增加复杂性和成本 |
准备好通过精确的温等静压提高您实验室的效率了吗? KINTEK 专注于实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,旨在满足您特定的材料致密化需求。我们的设备可确保最佳的温度控制和均匀性,帮助您实现卓越的零件质量和成本节约。立即联系我们,讨论我们的解决方案如何使您的实验室受益!
图解指南