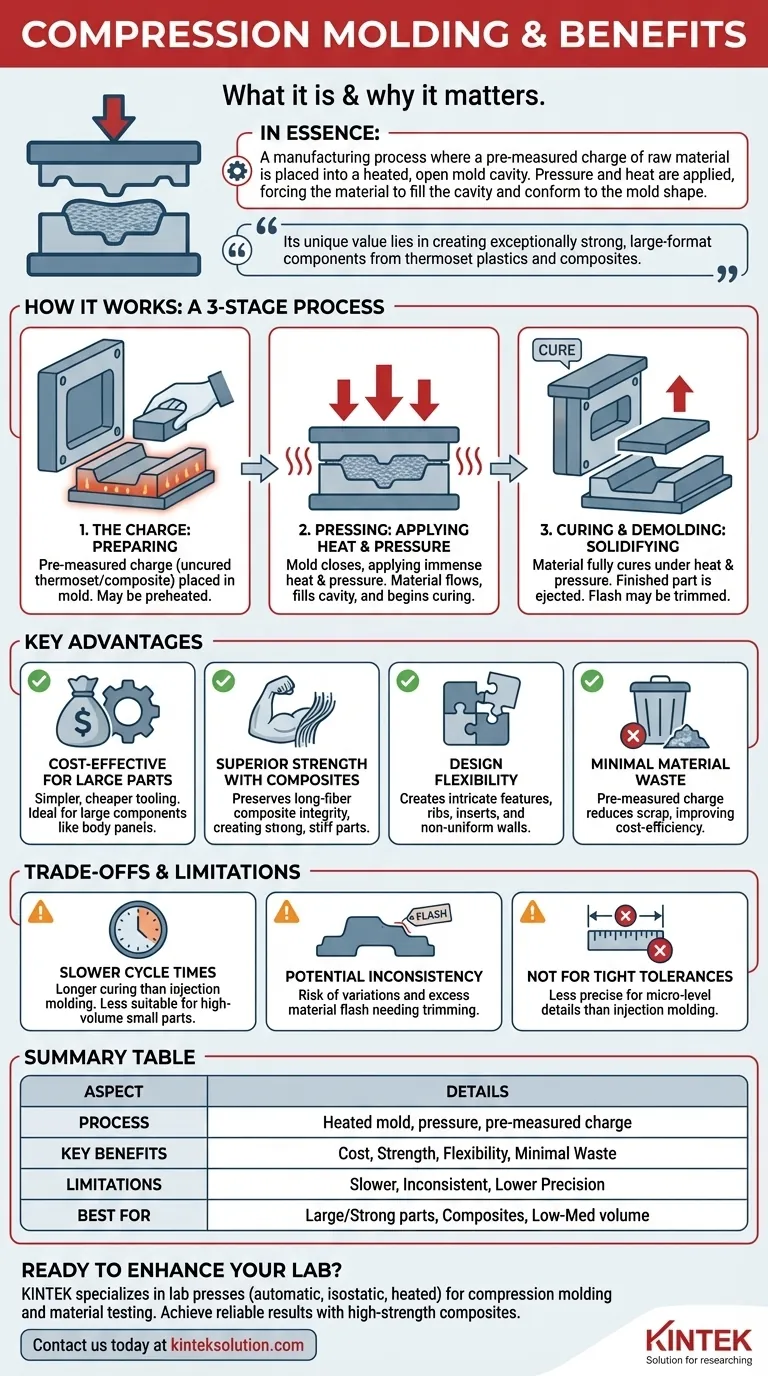
压缩成型 是一种将预先测量好的原材料(称为 "料")放入加热的开放式模腔中的制造工艺。然后闭合模具并施加压力,迫使材料填满模腔并符合模具的形状。它的主要优点是生产大型和高强度零件的成本效益高,与高强度复合材料兼容,并能以最少的材料浪费创造出复杂的几何形状。
虽然压缩成型通常被视为注塑成型的简单替代品,但其真正的价值在于它具有独特的能力,可以用热固性塑料和复合材料(其他工艺无法有效处理的材料)制造出异常坚固的大型部件。
压缩成型的工作原理:逐步分解
了解流程是理解其具体优势和局限性的关键。整个周期可分为三个基本阶段。
充电:准备材料
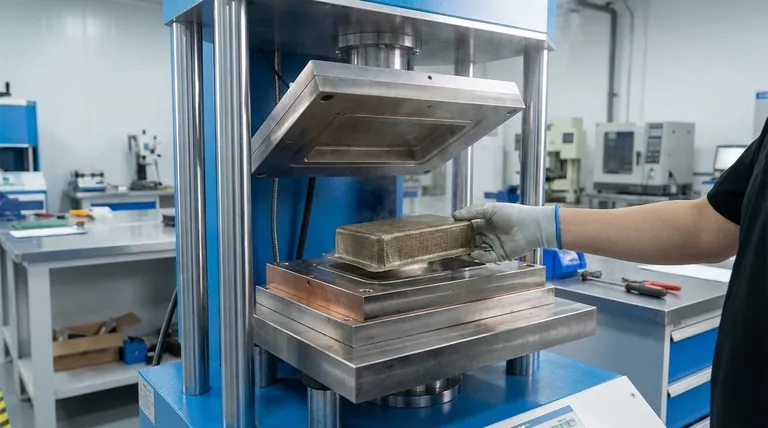
首先,准备原材料。这 装料 是精确数量的未固化热固性塑料、复合材料或橡胶,通常预先成型为易于放入模具的形状。
对于热固性塑料和复合材料,可对装料进行预热,以改善其流动特性并缩短在模具中的最终固化时间。
压制循环:加热和加压
将预先称重的装料放入已加热的开放式模具的下半部分。然后关闭模具的上半部分,施加巨大的压力。
这种压力迫使软化的材料流动并填充模腔的每一个细节。持续的 热量和压力 引发化学反应(交联),使材料固化并永久硬化。
固化和脱模:最终部件的凝固
模具在压力和热量的作用下保持闭合状态,直到材料完全固化。固化过程完成后,压力机打开,成品部件被顶出或从模具中取出。
现在,该零件是一个坚固、稳定的部件,将永久保持其形状。可能需要进行一些小的二次加工,如修剪多余的材料(称为 "闪光")。
压缩成型的主要优点
这种方法适用于其他工艺无法实现的特定工程目标。
大型部件的成本效益
用于压缩成型的模具通常较为简单,因此成本较低 成本较低 与注塑成型所需的高度复杂的模具相比,它的成本更低。这使其成为一种经济的选择,尤其是在生产汽车车身面板或电器外壳等大型部件时。
复合材料的卓越强度
压缩成型是加工长纤维复合材料的主要工艺 长纤维复合材料 如片状模塑料 (SMC) 和块状模塑料 (BMC)。
压力机柔和的闭合动作不会剪切或折断增强纤维(如玻璃纤维或碳纤维),从而保持了材料的结构完整性,使零件具有极高的强度和刚度。
复杂几何形状的设计灵活性
该工艺可生产具有相对复杂特征的零件 复杂特征的零件 如肋条、凸台和嵌入件。由于材料是在压力作用下流动并填充型腔的,因此可以捕捉到精细的细节并形成不均匀的壁厚。
材料浪费最少
注塑成型需要浇口和流道将材料导入模具,而压缩成型则不同,它使用预先计量好的材料直接放入模腔。因此 很少浪费材料 提高成本效益。
了解利弊权衡和局限性
没有一种工艺是完美无缺的。客观地看,压缩成型并非理想的选择。
周期较慢
由于需要加热模具并等待热固性材料固化,因此周期时间较长 周期更长 与热塑性塑料注塑成型的快速周期相比,热塑性塑料注塑成型的周期更长。因此,它不太适合小零件的大批量生产。
零件不一致的可能性
实现完美的一致性是一项挑战。装料位置不当会导致零件密度变化,多余的材料会从模具两半之间挤出,产生 飞边 必须在二次操作中进行修整。
不适合极度严格的公差要求
压缩成型虽然复杂,但通常无法达到与注塑成型相同的微小精度和严格尺寸公差。它最适用于结构部件,在这些部件中,最终精度比强度更重要。
为您的项目做出正确选择
选择正确的制造工艺完全取决于项目对材料、规模和成本的独特要求。
- 如果您的主要重点是生产大型高强度结构件,那么压缩成型是您的最佳选择: 压缩成型是最佳选择,因为它能够在不影响材料完整性的情况下加工长纤维复合材料。
- 如果您主要关注的是中小批量生产的成本效益: 压缩成型的模具成本较低,因此极具竞争力。
- 如果您的主要目标是快速、大批量地生产小型精密零件: 您应该考虑注塑成型,因为其快速的周期时间更适合这一目标。
选择正确的工艺,就是要将该方法的优势与您最关键的工程和业务目标结合起来。
汇总表:
| 方面 | 详细信息 |
|---|---|
| 工艺流程 | 在加热的模具中使用预先测量好的装料,并施加压力来成型零件。 |
| 主要优点 | 大型部件的成本效益高,复合材料强度高,设计灵活,材料浪费少。 |
| 局限性 | 循环时间较慢,零件可能不一致,不适合严格的公差要求。 |
| 最适合 | 大型高强度结构件;中小批量运行;SMC 和 BMC 等复合材料。 |
准备好用精密设备提高您的实验室能力了吗? KINTEK 专注于实验室压机,包括自动实验室压机、等静压机和加热实验室压机,旨在支持压缩成型和其他工艺,以实现卓越的材料测试和生产。我们的解决方案可帮助您实现高强度复合材料的可靠结果和具有成本效益的工作流程。 今天就联系我们 讨论我们的实验室冲压设备如何满足您的特定需求并推动您的项目向前发展!
图解指南