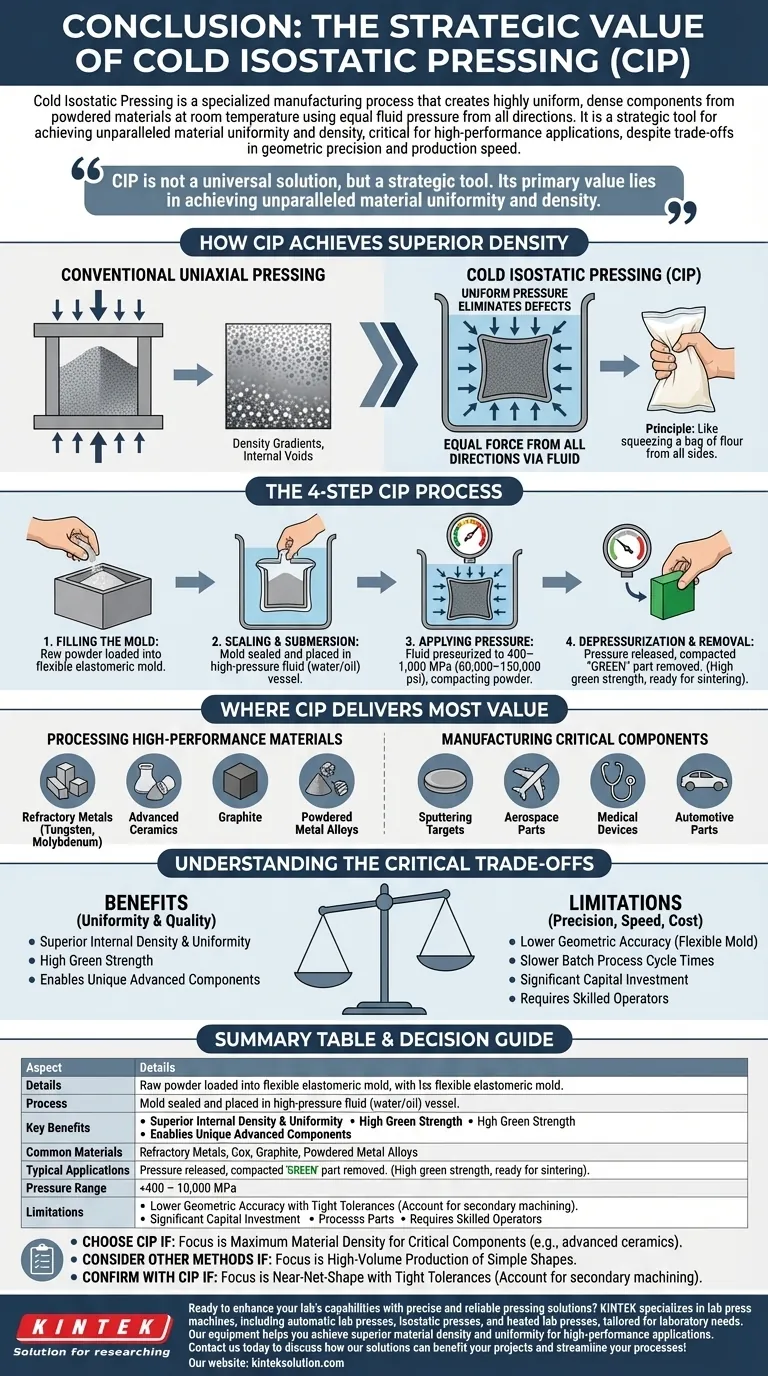
总而言之,冷等静压(CIP)是一种专业的制造工艺,它擅长在室温下从粉末材料中制造出高度均匀、致密的部件。它利用等静压——通过流体从各个方向施加均等力——将粉末压实成固体形式,即所谓的“生坯”,在烧结等最终加工步骤之前,生坯具有卓越的强度和一致性。
冷等静压并非万能解决方案,而是一种战略工具。其主要价值在于实现无与伦比的材料均匀性和密度,这对于高性能应用至关重要,即使这意味着牺牲一定的几何精度和生产速度。
CIP 如何实现卓越密度
CIP 的独特优势来自于其施加压力的方式。与传统单轴压实(力来自一个或两个方向)不同,CIP 包围材料,消除了许多常见缺陷。
等静压原理
想象一下,您同时用双手从四面八方挤压一袋密封的面粉。里面的粉末均匀压实,不会形成硬层或薄弱点。这就是 CIP 的核心原理。
通过将装有粉末的柔性模具放入高压流体容器中,力均匀地传递到部件的每个表面。这消除了密度梯度、内部空隙以及可能导致部件失效的应力点。
四步流程
CIP 的操作机制直观明了,但需要精确控制。
- 填充模具:将原材料粉末装入柔性弹性体模具(通常由橡胶或聚氨酯制成),模具定义了部件的大致形状。
- 密封和浸没:将模具密封并放入充满流体(通常是水或油)的高压容器中。
- 施加压力:流体被加压到极高水平,通常在 400 到 1,000 MPa(60,000 到 150,000 psi)之间,将粉末压实成固体。
- 卸压和取出:小心释放压力,从模具中取出压实部件。
“生坯”的作用
CIP 工艺的产物是“生坯”。虽然尚未处于最终状态,但该部件具有显著的生坯强度,这意味着它足够坚固耐用,可以进行搬运、加工或转移到下一个阶段,通常是烧结(高温烧制)以使颗粒永久熔合在一起。

CIP 在何处能提供最大价值
CIP 并非大批量、低成本的方法。它是一种精密工具,用于材料完整性是绝对优先事项的情况。
加工高性能材料
CIP 非常适合难以用其他方法加工的材料。这包括像钨和钼这类具有极高熔点的难熔金属,以及先进陶瓷、石墨和粉末合金。
制造关键部件
CIP 实现的均匀性在部件故障不可接受的行业中至关重要。
它用于生产近理论密度(高达 95%)的电子产品溅射靶材,确保涂层沉积均匀。在航空航天、医疗和汽车行业,它用于轴承、齿轮和结构部件等对可靠性和长寿命要求极高的部件。
理解关键权衡
采用 CIP 需要清楚了解其局限性。使用它的决定始终是权衡相互竞争的优先事项。
精度与均匀性
柔性模具的使用意味着 CIP 的几何精度通常低于刚性模具压实。最终形状可能无法完美定义。权衡之下,获得卓越的内部密度和均匀性,这对于性能而言往往更重要。
生产量与质量
CIP 通常是一种批处理工艺,与注塑或模压等自动化连续方法相比,其循环时间可能更慢。当最终部件的质量和独特性能能够证明较低的生产率是合理的时候,就会选择它。
初始投资与能力
CIP 所需的高压容器和控制系统代表着巨大的资本投资。然而,这项成本提供了一种独特的能力,可以制造其他技术无法生产的先进部件。
过程控制与劳动力
CIP 的成功并非自动的。它需要熟练的操作员和对加压和减压速率的仔细管理,以防止裂纹等缺陷,从而确保高质量、均匀的部件。
为您的应用选择 CIP
要确定 CIP 是否是正确的选择,您必须根据您的主要制造目标权衡其独特的优势。
- 如果您的主要重点是关键部件的最大材料密度和均匀性:CIP 是一个卓越的选择,特别是对于先进陶瓷、复合材料或难熔金属。
- 如果您的主要重点是使用标准材料大批量生产简单形状:传统模压或粉末注射成型等其他方法可能更具成本效益。
- 如果您的主要重点是生产具有严格尺寸公差的近净形部件:您必须确认 CIP 较低的几何精度是否可接受,或者预算所需的二次机加工操作。
最终,CIP 是对材料质量的一项战略投资,能够创造出传统压制技术无法实现的高性能部件。
总结表:
| 方面 | 详情 |
|---|---|
| 工艺 | 通过流体从所有方向施加均等压力,在室温下压实粉末 |
| 主要优点 | 高均匀性、卓越密度、减少缺陷、坚固的生坯部件 |
| 常用材料 | 难熔金属(例如钨)、先进陶瓷、石墨、粉末合金 |
| 典型应用 | 溅射靶材、航空航天部件、医疗器械、汽车零件 |
| 压力范围 | 400–1,000 MPa (60,000–150,000 psi) |
| 局限性 | 几何精度较低、生产率较慢、初始投资高 |
准备好利用精确可靠的压制解决方案提升您的实验室能力了吗?KINTEK 专注于实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,专为实验室需求量身定制。我们的设备可帮助您为高性能应用实现卓越的材料密度和均匀性。立即联系我们,讨论我们的解决方案如何惠及您的项目并简化您的流程!
图解指南