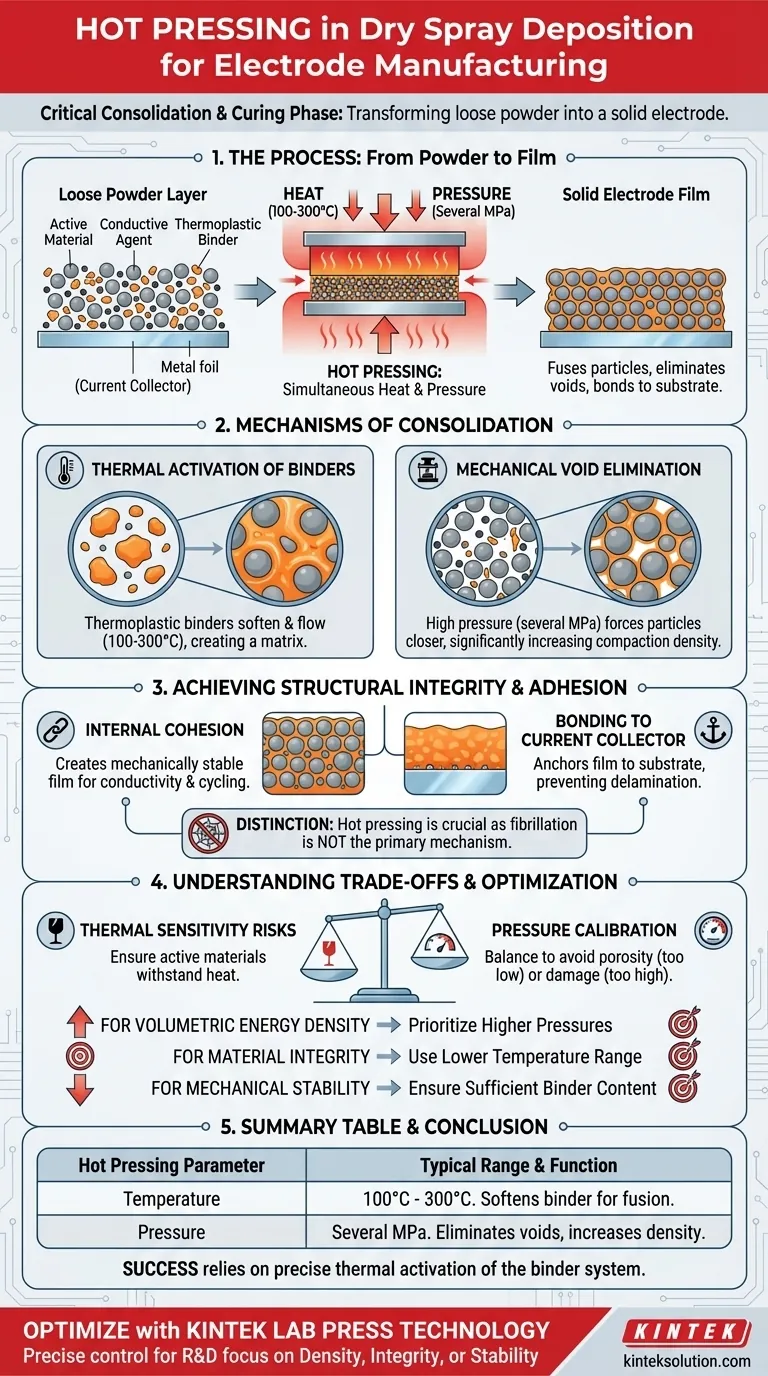
热压是干喷涂法中的关键压实和固化阶段,它将疏松的粉末转化为固态电极。该过程同时施加热量(通常为 100-300°C)和压力(数兆帕),以熔合颗粒并将它们粘合到集流体上。
核心要点:在干喷涂法中,热压取代了溶剂蒸发,成为主要的固化步骤。它依靠热塑性粘合剂的热软化来消除空隙并实现高压实密度,对于不依赖粘合剂纤维化的体系至关重要。
压实机理
粘合剂的热活化
该过程在很大程度上依赖于混入干粉中的热塑性粘合剂的特定行为。
当加热到 100°C 至 300°C 之间时,这些粘合剂会软化并变得有延展性。这使得粘合剂能够围绕活性材料和导电剂流动,在冷却时形成一个固定结构的基体。
机械空隙消除
虽然热量准备了粘合剂,但高压(数兆帕)的应用则完成了致密化的物理工作。
该压力将颗粒推得更近,从而在机械上消除了喷涂粉末层固有的空气间隙和空隙。其结果是最终电极薄膜的压实密度显著提高。

结构完整性和粘附性
创建内部内聚力
如果没有热压,沉积的材料仅仅是一层疏松的预混粉末。
热量和压力的结合确保了颗粒牢固粘合,形成机械稳定的薄膜。这种内部内聚力对于在电池循环过程中保持导电性和结构完整性至关重要。
粘合到集流体
热压不仅将颗粒粘合在一起,还将整个薄膜固定到基板上。
该过程确保电极材料牢固地粘附在集流体上。这可以防止分层,分层是一种常见的失效模式,即电极材料从金属箔上剥离。
与纤维化方法的区别
不同的粘合理念
区分这种方法与依赖纤维化的干法电极方法至关重要。
在基于纤维化的工艺(通常使用 PTFE)中,辊压机会拉伸粘合剂以形成网状结构。在干喷涂法中,热压是关键步骤,正是因为纤维化不是主要的粘合机制。
了解权衡
热敏性风险
由于该过程需要高达 300°C 的温度,因此会对系统产生热应力。
工程师必须验证活性材料和导电剂能够承受这些温度而不会降解或改变其电化学性能。
压力校准
在热压过程中平衡施加的压力是一项精细的操作要求。
压力不足会导致电极多孔、强度低且导电性差。反之,过大的压力会压碎脆弱的活性材料颗粒或损坏集流体箔。
为您的目标做出正确选择
为了优化您的干喷涂法工艺,您必须根据您的具体材料化学性质来调整热压参数。
- 如果您的主要关注点是体积能量密度:优先考虑更高的压力,以最大限度地减少孔隙率并最大限度地提高薄膜的压实密度。
- 如果您的主要关注点是材料完整性:利用 100-300°C 的温度范围的较低端,以防止敏感活性组件的热降解。
- 如果您的主要关注点是机械稳定性:确保热塑性粘合剂的含量足以在加热时形成连续的基体,防止分层。
干喷涂法的成功取决于将热压机不仅用作压实机,还用作活化您粘合剂系统的精确热活化工具。
总结表:
| 热压参数 | 典型范围 | 主要功能 |
|---|---|---|
| 温度 | 100°C - 300°C | 软化热塑性粘合剂以实现颗粒熔合。 |
| 压力 | 数兆帕 | 消除空隙,提高压实密度。 |
| 关键结果 | 高密度、内聚的电极薄膜牢固粘合到集流体上。 |
使用 KINTEK 的精密实验室压力机技术优化您的干喷涂法工艺。
您的研发是否专注于最大化电极密度、确保材料完整性或防止分层?我们专门的实验室压力机,包括加热型和自动型型号,旨在提供激活您的特定粘合剂系统并实现最佳电极压实所需的精确温度和压力控制。
KINTEK 专注于实验室压力机(自动实验室压力机、等静压机、加热实验室压力机等),满足电池和先进材料实验室的精确需求。
立即联系我们的专家,讨论我们的压力机如何改进您的电极制造工艺,并为您的电池创新注入活力。
图解指南