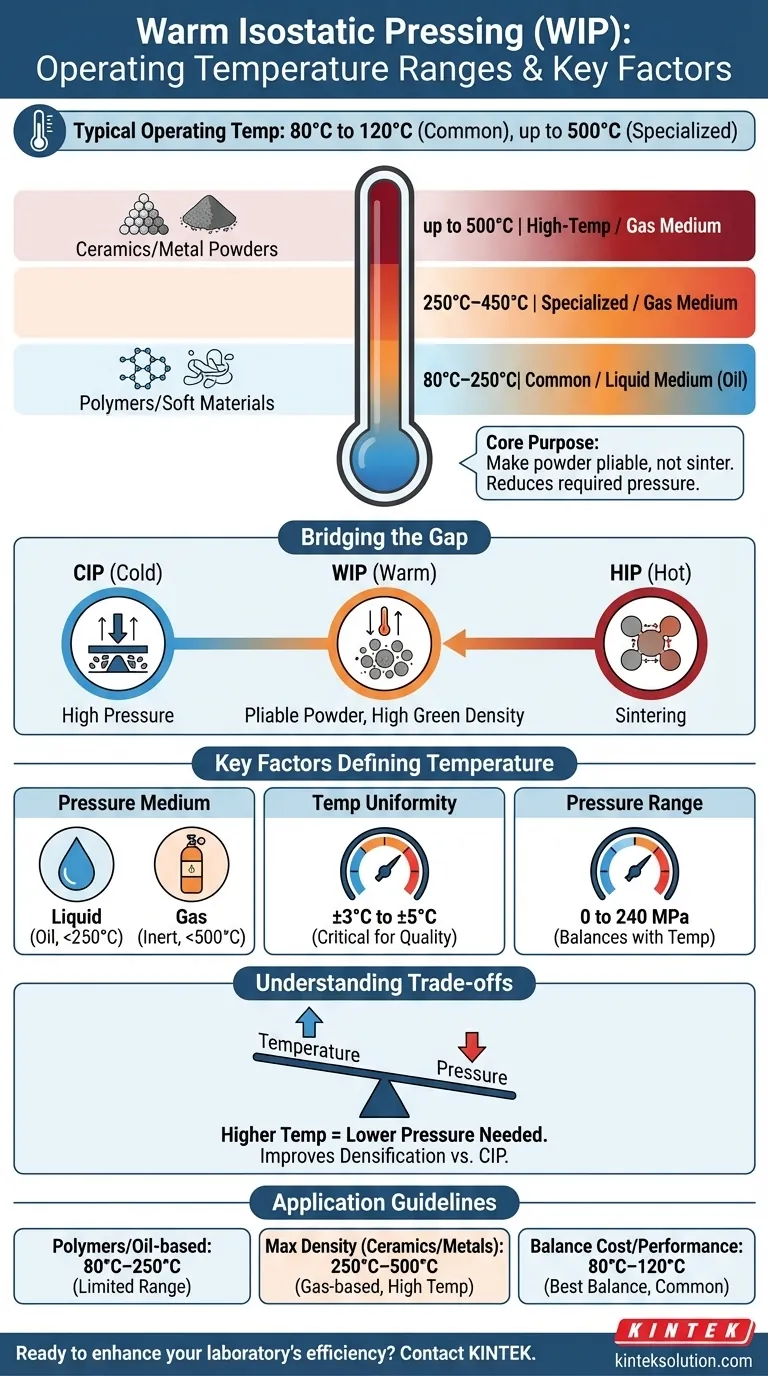
对于温等静压(WIP),典型的操作温度范围在 80°C 到 120°C 之间。然而,对于某些材料和应用,此范围可以显著扩大,从 250°C 高达 450°C,使用基于气体的专业系统甚至可以达到 500°C。
温等静压中施加热量的核心目的不是烧结材料,而是使粉末更具可塑性。这种适度的热量显著降低了致密化所需的极端压力,弥合了冷等静压和热等静压之间的差距。
理解温度在WIP中的作用
温等静压在粉末冶金中占据了一个战略性的中间位置。与冷等静压(CIP)不同,它使用热量。与热等静压(HIP)不同,其温度不足以引起烧结或冶金键合。
弥合冷压和热压之间的差距
WIP 中热量的主要功能是降低粉末颗粒的屈服强度。这使得材料更柔软、更具延展性。
因此,与冷加工相比,粉末在压力下能更有效地压实。这使得在不诉诸于 CIP 的极端压力的情况下,也能实现较高的“生坯”密度(最终烧结前的密度)。
对材料致密化的影响
通过施加均匀的热量和压力,WIP 确保粉末颗粒变形并重新排列,以更有效地填充它们之间的空隙。
此过程产生的“生坯”部件比通过 CIP 制造的部件具有更高的密度和均匀性。这种增强的生坯强度使部件在最终烧结阶段更坚固,更易于操作或加工。

定义操作温度的关键因素
为 WIP 循环选择的具体温度并非任意决定。它是根据压力介质、所加工的材料以及对工艺稳定性的需求而做出的计算决定。
压力介质:液体与气体
用于传递等静压力的介质类型是温度的主要限制因素。
- 通常使用油的基于液体的 WIP 系统,其操作温度通常高达 250°C。
- 使用氩气等惰性气体的基于气体的 WIP 系统,可以运行在更高的温度下,高达 500°C。
所需的温度均匀性
在整个部件中保持一致的温度对于获得优质结果至关重要。不均匀的加热可能导致密度梯度和内部应力。
高性能 WIP 系统力求出色的温度均匀性,通常在 ±3°C 至 ±5°C 的严格公差范围内。
压力的作用
虽然温度是关键,但压力仍然是一个关键变量,通常范围在 0 至 240 MPa 之间。热量和压力的相互作用允许对压实部件的最终密度进行精确控制。
理解权衡
选择 WIP 及其操作参数需要在性能优势与操作复杂性和成本之间取得平衡。了解这些权衡对于做出明智的决定至关重要。
温度与压力
WIP 中的基本权衡在于热量与压力之间。提高温度可以让你用更少的压力实现目标密度。
这可能是有利的,因为产生和容纳超高压在机械上通常比管理中等热量更具挑战性和成本更高。
复杂性和成本
引入热量会增加复杂性。该系统需要可靠的加热元件、能够承受热量和压力的坚固密封,以及在目标温度下保持稳定的压力介质。
通常来说,更高的操作温度会导致更复杂的设备和更高的运营成本。
工艺控制挑战
在加压容器内部实现精确和均匀的温度控制,比运行简单的冷压机更困难。这需要复杂的控制系统和仔细的工艺验证,以确保部件的一致性。
为您的应用做出正确的选择
您的 WIP 工艺的最佳温度直接取决于您的材料、设备和期望的结果。请使用这些指南来指导您的方法。
- 如果您的主要重点是加工聚合物或使用标准的油基系统: 您的工艺将限制在较低的温度范围,通常从 80°C 到 250°C。
- 如果您的主要重点是在陶瓷或金属粉末等耐用材料中实现最大的生坯密度: 将需要使用在较高 250°C 至 500°C 范围内运行的气基系统。
- 如果您的主要重点是平衡成本和性能: 在常见的 80°C 到 120°C 范围内运行通常能提供最佳平衡,与 CIP 相比可改善致密化,而无需承担高温系统的主要成本。
最终,温等静压中的温度是一个强大的工具,用于在最终生产阶段之前实现卓越的材料性能。
摘要表:
| 方面 | 典型范围 | 关键细节 |
|---|---|---|
| 操作温度 | 80°C 至 120°C(常见) | 专业系统可扩展至 250°C–500°C |
| 压力范围 | 0 至 240 MPa | 与温度协同作用以控制致密化 |
| 温度均匀性 | ±3°C 至 ±5°C | 对避免密度梯度和应力至关重要 |
| 系统类型 | 基于液体的(最高 250°C)/ 基于气体的(最高 500°C) | 油用于较低温度,惰性气体用于较高温度 |
准备好通过精确的温等静压提高您实验室的效率了吗? KINTEK 专注于高性能实验室压机,包括自动实验室压机、等静压机和加热实验室压机,旨在为陶瓷和金属粉末等材料提供均匀的温度控制和卓越的致密化效果。我们的解决方案可帮助您实现更高的生坯密度并降低运营成本。立即联系我们,讨论我们的设备如何满足您的特定需求并推动您的研究向前发展!
图解指南