简而言之,使用过多的KBr粉末会使形成透明、结构完好的压片进行分析变得极其困难。过大的体积需要巨大且往往难以获得的压力进行压缩,从而导致物理缺陷,如浑浊或模具卡死,最终损害光谱数据的质量。
核心挑战在于物理学:较大体积的粉末需要显著更大的压力才能正确熔合为坚固、透明的圆盘。超出压机实际极限的操作会导致压片有缺陷,散射光线,从而使您的光谱分析不可靠。
有缺陷压片的物理学
当您制备KBr压片时,您的目标是创建一个微型、透明的窗口,让红外光束穿过。使用过多的粉末从根本上阻碍了这一目标,因为它会产生物理和结构问题。
压力不足的问题
即使是细磨的KBr粉末,大量时也会有很大的体积。为了将这些单独的盐晶体熔合为一块玻璃状的圆盘,您必须施加足够的压力以克服空隙并迫使晶格熔合。
大多数实验室压机都有实际的力限制。当您使用过多粉末时,实现完全透明所需的力可能超出您的设备安全承受的范围。
视觉缺陷:白点和浑浊
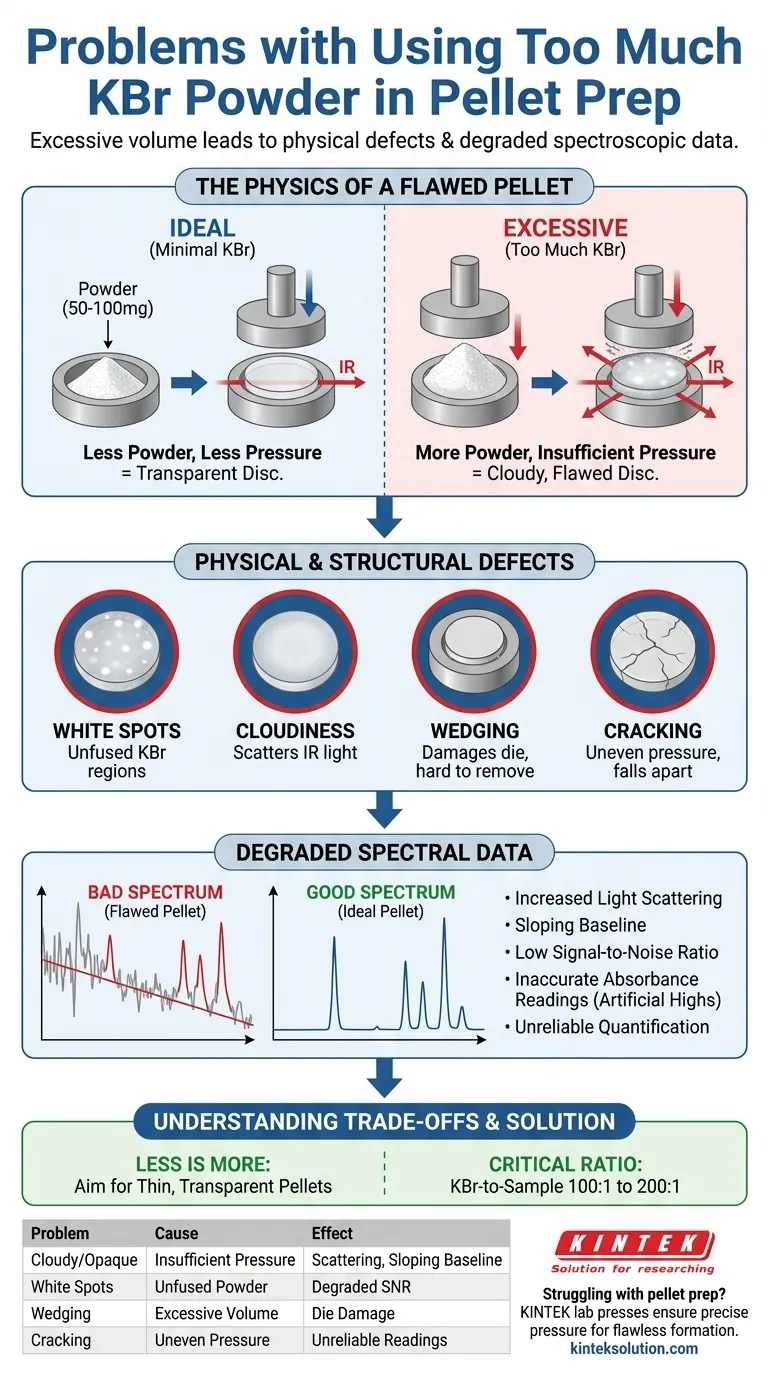
使用过多粉末最常见的迹象是浑浊或不透明的压片,通常带有明显的白点。这些不是杂质;它们是未熔合的KBr粉末区域。
由于压力不足以熔合整个体积,这些粉末团块会充当散射中心。红外光没有穿过压片,而是向多个方向散射,严重降低了您的测量质量。
结构失效:卡死和开裂
过量的粉末还会导致机械故障。当部分压缩的压片卡在模具组件中时,会发生“卡死”,因为将其挤出所需的力过大。这可能会损坏模具。
此外,在厚厚的粉末层上不均匀施加的巨大压力可能会产生应力裂缝,导致压片开裂或脆弱,最终散架。

过量KBr如何降低您的光谱数据质量
物理上有缺陷的压片会直接导致分析结果不佳,无法发表。目标是获得具有平坦基线和清晰、明确峰值的干净光谱;不良的压片会阻止这一点。
增加光散射
浑浊的压片是导致倾斜或弯曲基线的主要原因。这种现象与克里斯蒂安森效应有关,当KBr基质的折射率在所有波长下与周围空气不匹配时就会发生,未熔合的颗粒会使这个问题更加严重。
这种散射会减少到达检测器的光量,尤其是在较高波数(较短波长)下,从而导致较低的信噪比,并使识别小峰变得困难。
不准确的吸光度读数
FTIR光谱学依赖于比尔-朗伯定律,该定律假设光直接穿过样品。当光被浑浊的压片散射时,检测器将这种光损失解释为“吸光度”。
这会导致吸光度值人为地高且不准确。您的峰的相对高度可能会失真,使得定量分析不可能,定性识别也不可靠。
理解权衡
在光谱学中,创建理想样品是精度问题,而不是蛮力问题。在KBr压片制备中,“越多越好”的普遍直觉是一个重大的陷阱。
为什么少即是多
理想的KBr压片应该是薄、耐用且完全透明的,就像一小块玻璃一样。使用少量粉末(通常50-100毫克)更容易实现这一点。
较小的体积需要少得多的力才能完全熔合,这大大增加了成功的机会,并产生了一个允许最大光透射的压片,从而获得干净、平坦的基线。
关键的KBr与样品比例
虽然本指南侧重于使用过多的总粉末,但KBr与样品的比例也至关重要。典型的比例按重量计约为100:1到200:1。
样品过多会导致峰值过强,呈现“平顶”,无法量化。样品过少会导致信号微弱,淹没在噪声中。关键在于找到平衡点。
实现理想的KBr压片
您的目标不是制作一个大压片,而是制作一个透明的压片。通过注重极简主义和正确的技术,您可以持续生产高质量的压片。
- 如果您的主要关注点是高质量、可重现的光谱:使用最少量的KBr粉末(50-100毫克)创建一个薄的、完全透明的圆盘,以最大程度地提高光透射率。
- 如果您正在为浑浊或开裂的压片而烦恼:这直接表明您使用了过多的粉末;大幅减少总体积并确保将其研磨成细如面粉的稠度。
- 如果您的压片卡在模具中(卡死):您几乎可以肯定使用了过多的粉末并施加了过大的力来补偿;使用更少的材料。
最终,您的光谱质量取决于您为其创建的窗口质量。
总结表:
| 问题 | 原因 | 对分析的影响 |
|---|---|---|
| 浑浊或不透明的压片 | 压力不足以熔合KBr | 增加光散射,基线倾斜 |
| 白点 | 未熔合的粉末区域 | 信噪比降低 |
| 模具卡死 | 粉末体积过大 | 潜在的模具损坏,压片丢失 |
| 开裂或脆弱 | 压力施加不均匀 | 吸光度读数不可靠 |
在KBr压片制备中遇到困难?KINTEK专注于实验室压机,包括自动实验室压机、等静压机和加热实验室压机,旨在提供精确的压力以形成无缺陷的压片。我们的设备帮助实验室获得透明压片,减少缺陷,并确保准确的光谱数据。立即联系我们以提高您实验室的效率和可靠性!
图解指南
相关产品
- 用于FTIR的XRF KBR塑料环实验室粉末压片模具
- 用于 KBR 傅立叶变换红外光谱仪的 2T 实验室液压压粒机
- 用于傅立叶变换红外光谱仪的 XRF KBR 钢环实验室粉末颗粒压制模具
- 用于 XRF 和 KBR 颗粒压制的自动实验室液压机
- XRF KBR 傅立叶变换红外实验室液压压粒机















