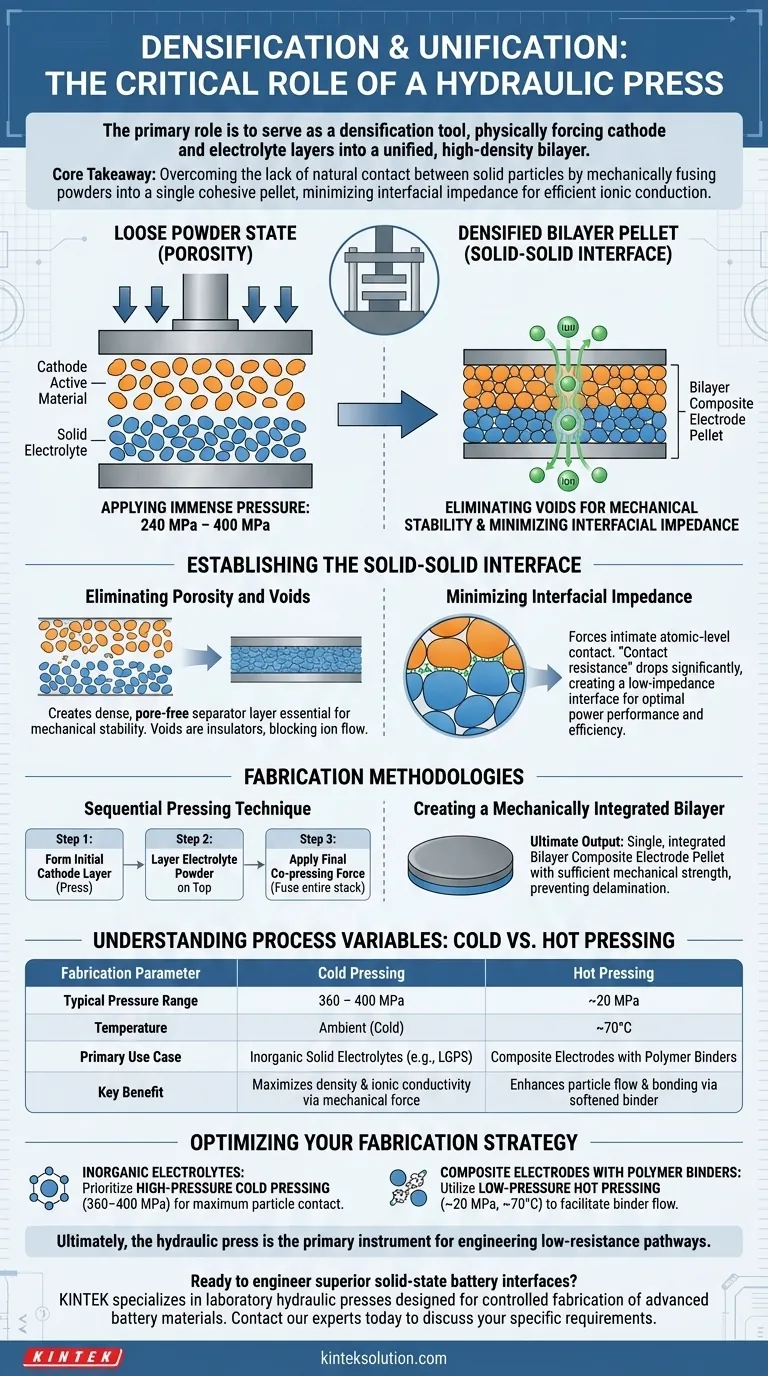
液压机在制造全固态电池中的主要作用是作为关键的致密化工具,通过物理作用将阴极和电解质层压制成统一的高密度双层结构。通过施加巨大的压力——通常在 240 MPa 到 400 MPa 之间——压机可以消除颗粒之间的微观空隙,确保高效离子传导所需的紧密固-固接触。
核心要点 在固态电池制造中,根本挑战在于克服固体颗粒之间缺乏自然接触的问题。液压机通过机械熔合阴极和电解质粉末形成一个单一的、粘结的颗粒,从而解决了这个问题,最大限度地降低了界面阻抗,并为锂离子传输创造了可行的通道。
建立固-固界面
消除孔隙和空隙
液压机最直接的功能是减少孔隙空间。在疏松的粉末状态下,阴极活性材料和固体电解质都含有大量的空气间隙。
通过施加高压(通常超过 360 MPa),压机将这些颗粒压碎。这形成了一个致密、无孔的隔膜层,这对于机械稳定性至关重要。没有这种致密化,空隙将充当绝缘体,阻碍离子流动,导致电池效率低下。
最大限度地降低界面阻抗
为了使全固态电池能够工作,锂离子必须在阴极和电解质之间自由移动。这需要在两种材料之间实现紧密的原子级接触。
液压机迫使材料如此近距离地接触,以至于界面处的“接触电阻”显着降低。这形成了一个低阻抗的固-固界面,这是决定电池功率性能和效率的主要因素。

制造方法
顺序压制技术
一种常见的制造策略涉及多步“顺序”工艺。首先,使用压机形成初始的阴极层。
随后,将电解质粉末层压在预先形成的阴极之上。然后,液压机对整个堆叠施加最终的“共压”力。这种方法确保电解质不仅仅是简单地堆积在阴极之上,而是与之物理融合。
创建机械集成双层
液压机的最终产物是单一的、集成的组件,通常称为双层复合电极颗粒。
该颗粒必须具有足够的机械强度,以便在不碎裂的情况下进行处理。压力确保两层紧密粘合,防止在电池运行或组装过程中发生分层。
理解工艺变量:冷压与热压
冷压以获得最大密度
大多数标准程序都采用冷压,仅依靠高机械力来实现密度。
参考资料表明,该方法的标准压力范围为360 MPa 至 400 MPa。这种方法非常适合将无机固体电解质粉末(如 LGPS 或 LPSCl)压制成致密的框架,而不会通过热量改变其化学结构。
热压以实现粘合剂辅助流动
当复合结构包含聚合物粘合剂时,热压成为一种有价值的替代策略。
这涉及显著较低的压力(约 20 MPa)结合适度的热量(通常约为 70°C)。热量软化聚合物粘合剂,使颗粒重新排列并“流动”成均匀的结构。这增强了机械强度和离子通道,而无需冷压的极端力。
优化您的制造策略
为了获得针对特定电池结构的最佳结果,您必须将压制参数与材料成分相匹配。
- 如果您的主要重点是最大化无机电解质中的离子电导率:优先选择高压冷压(360–400 MPa),以机械方式消除所有空隙并最大化颗粒间的接触。
- 如果您的主要重点是加工带有聚合物粘合剂的复合电极:在较低压力(约 20 MPa)下使用热压,以促进粘合剂流动和颗粒重排,而不会破坏微观结构。
最终,液压机不仅仅是一个成型工具;它是用于构建低电阻通道以使固态电池能够运行的主要仪器。
总结表:
| 制造参数 | 冷压 | 热压 |
|---|---|---|
| 典型压力范围 | 360 - 400 MPa | ~20 MPa |
| 温度 | 环境(冷) | ~70°C |
| 主要用途 | 无机固体电解质(例如,LGPS) | 带聚合物粘合剂的复合电极 |
| 主要优点 | 通过机械力最大化密度和离子电导率 | 通过软化的粘合剂增强颗粒流动和粘合 |
准备好设计卓越的固态电池界面了吗?
精确施加压力对于创建您的研究所需的**高密度、低阻抗双层**至关重要。KINTEK 专注于实验室液压机——包括自动、等静压和加热型号——这些型号专为先进电池材料的可控制造而设计。
我们的压机提供您所需的可靠性和精度,以消除空隙并实现高效离子传导所必需的紧密固-固接触。让我们帮助您优化压制策略,加速您的电池开发。
立即联系我们的专家,讨论您的具体要求,并为您的固态电池制造需求找到完美的实验室压机。
图解指南
相关产品
- 用于固态电池研究的热等静压机 热等静压机
- 实验室液压压力机 实验室颗粒压力机 纽扣电池压力机
- 用于 XRF 和 KBR 颗粒压制的自动实验室液压机
- 用于 KBR 傅立叶变换红外光谱仪的 2T 实验室液压压粒机
- 实验室液压分体式电动压粒机



















