热塑性粘合剂在热压过程中是必不可少的,因为它们具有独特的物理特性,在加热时可以从固态可逆地转变为粘流态。
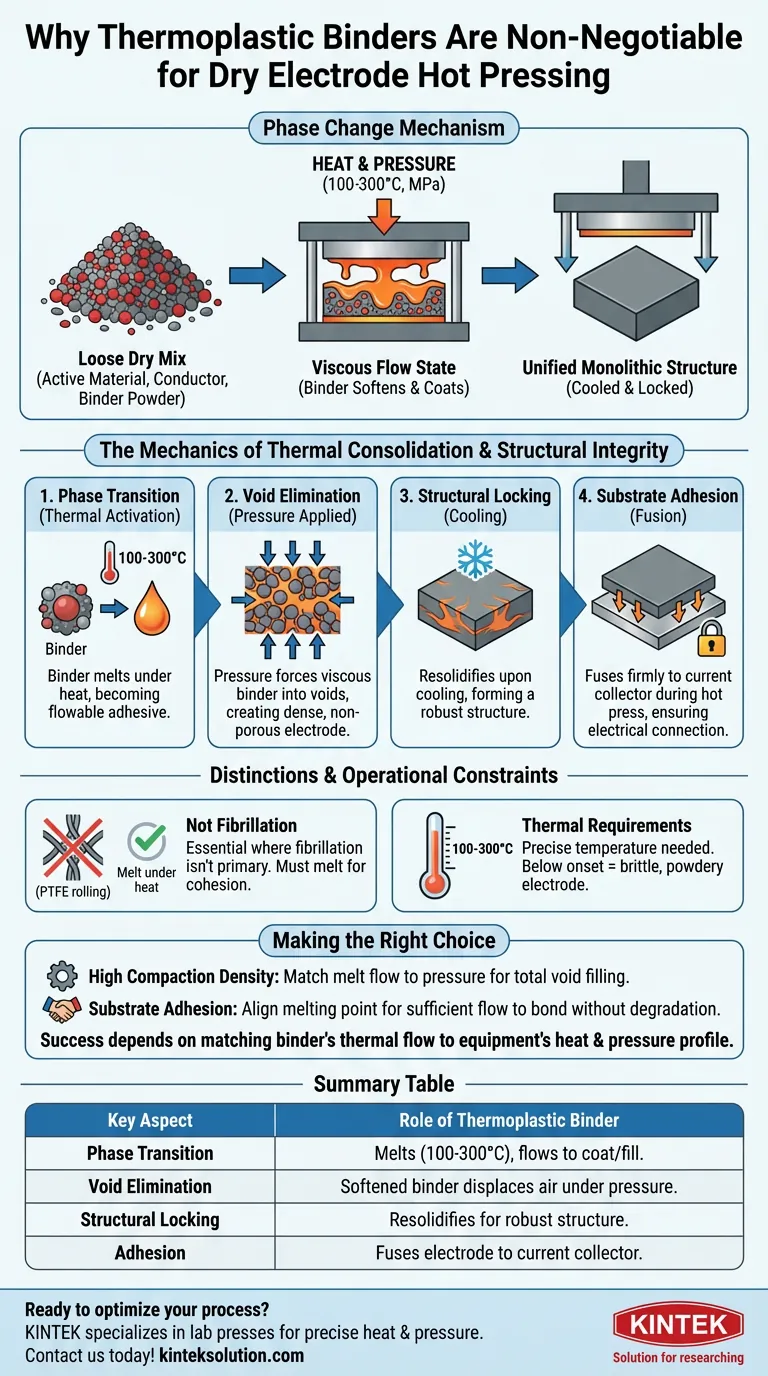
在没有液体溶剂的干燥制造环境中,粘合剂仍需涂覆活性材料并填充颗粒间的间隙。热塑性粘合剂通过在特定温度(通常为 100-300°C)下软化来实现这一点,使其在压力下流动形成统一结构,然后在冷却和再固化时锁定该结构。
核心机制 热塑性粘合剂的必要性在于其熔融加工能力:它们将热压机的热能转化为机械粘合力。这使得通过粘合剂流动而非溶剂蒸发来消除空隙,从而制造出高密度、无孔的电极。
热固结的力学原理
相变的作用
在干电极制造中,您开始时使用的是活性材料、导电剂和粘合剂粉末的松散混合物。
在没有溶剂溶解和分散粘合剂的情况下,该过程依赖于热塑性粘合剂的熔化能力。
加热后,粘合剂会转变为可塑状态,使其仅通过热激活即可充当可流动的粘合剂。
压力下的空隙消除
热压机同时施加显著的机械力(通常为几兆帕)和热量。
当热量软化粘合剂时,压力会将这种粘性材料推入活性材料颗粒之间的空隙中。
这种组合有效地消除了孔隙率,从而得到一个致密的电极薄膜,而这在使用非热塑性粘合剂的干态下是无法实现的。

结构完整性和粘合性
通过冷却锁定结构
粘合过程的完成不是通过蒸发,而是通过冷却。
当电极在热压后达到热平衡时,热塑性粘合剂会再固化。
这会将所有组件“锁定”成一个机械坚固的整体结构,抵抗分层。
与集流体的粘附性
在干式喷涂等工艺中,粘合剂不仅需要将粉末自身粘合在一起,还需要将其粘附到基材上。
热压步骤固化沉积的粉末,确保软化的粘合剂牢固地熔合到集流体上。
这建立了功能性电池单元所需的电和机械连接。
区别和操作限制
纤维化的替代方案
区分这种机制与其他依赖纤维化(如 PTFE 基轧制)的干法涂布方法至关重要。
热塑性粘合剂专门用于纤维化不是主要粘合机制的系统。
如果聚合物在剪切力下不发生纤维化,它必须在热量下熔化才能提供粘合力。
热要求
使用热塑性粘合剂会引入特定的温度工艺限制。
设备必须能够维持特定的温度范围,通常在 100°C 至 300°C 之间。
未能达到粘合剂的起始温度将导致电极变脆、粉化,内部粘合性差。
为您的目标做出正确选择
为了最大限度地提高干电极制造的有效性,请根据您的加工能力选择粘合剂:
- 如果您的主要重点是高压实密度:选择一种熔体流动指数的热塑性粘合剂,使其能够在您的最大工作压力下完全填充空隙。
- 如果您的主要重点是基材粘附性:确保粘合剂的熔点与热压温度相匹配,该温度允许足够的流动以与集流体粘合,而不会降解活性材料。
热压的成功最终取决于将粘合剂的热流动特性与设备的精确加热和压力曲线相匹配。
总结表:
| 关键方面 | 热塑性粘合剂的作用 |
|---|---|
| 相变 | 在加热(100-300°C)下熔化,流动以涂覆材料并填充间隙。 |
| 空隙消除 | 软化的粘合剂在压力下取代空气,形成致密的电极。 |
| 结构锁定 | 冷却时再固化,形成机械坚固的整体结构。 |
| 粘附性 | 在热压过程中将电极层熔合到集流体上。 |
准备好优化您的干电极制造工艺了吗? KINTEK 专注于实验室压机(包括全自动实验室压机、等静压机和加热实验室压机),这些压机旨在提供热塑性粘合剂活化所需的确切加热和压力曲线。我们的设备可确保您的实验室需求实现高压实密度、牢固的基材粘附性和一致的结果。 立即联系我们,讨论我们的解决方案如何提升您的电极生产!
图解指南