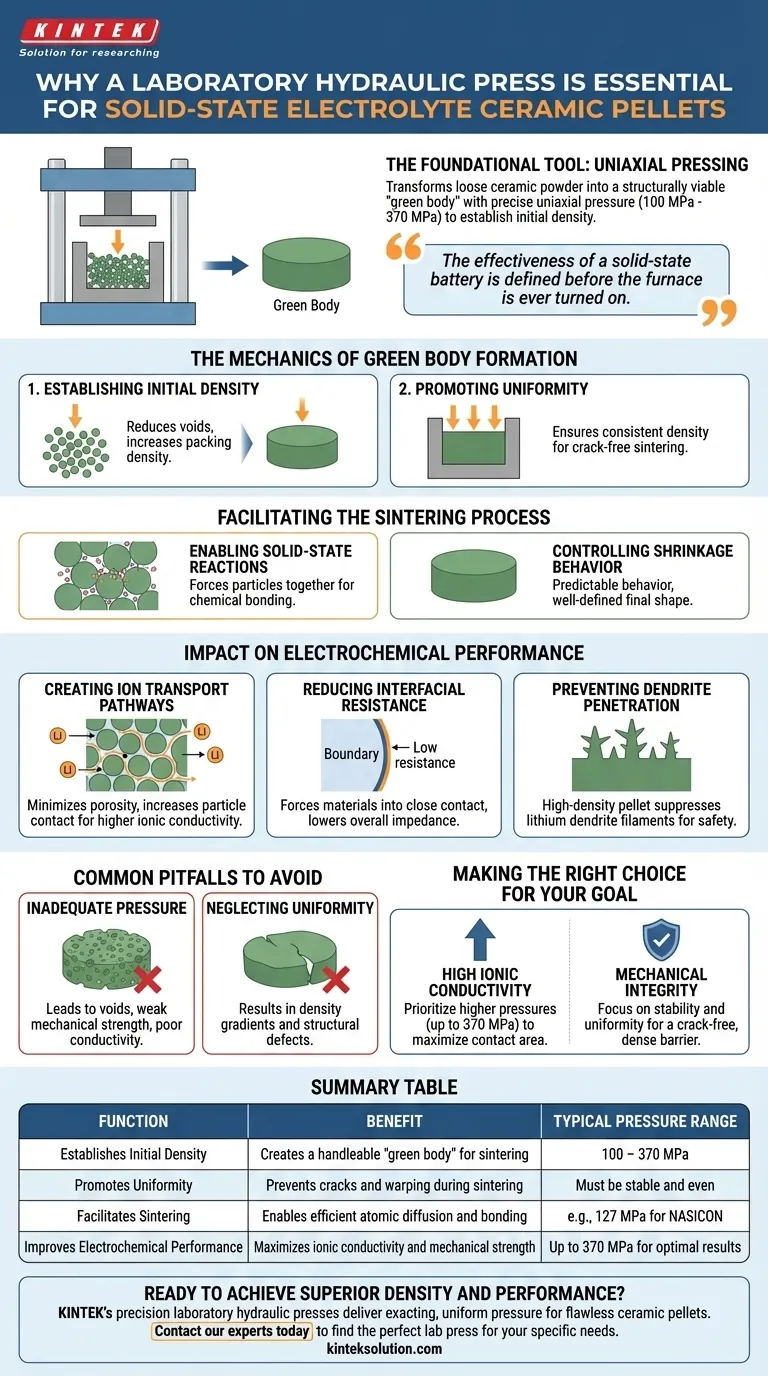
实验室液压机是实现将松散陶瓷粉末转化为结构上可行的“生坯”的基础工具。通过施加精确的单轴压力——通常在 100 MPa 至 370 MPa 之间——压机通过机械方式将粉末颗粒联锁在一起,以建立初始密度。这一步骤不仅仅是为了成型;它是一个关键的致密化过程,决定了后续烧结阶段的成功以及固态电解质最终的电化学性能。
固态电池的有效性在炉子启动之前就已经确定。液压机最大化颗粒间的接触并最小化冷压阶段的孔隙空间,创造了高离子电导率和机械韧性所需的基本微观结构条件。
生坯形成的力学原理
建立初始密度
液压机的主要功能是将松散的电解质粉末(如 LLZTO、LGPS 或 NASICON)压实成称为生颗粒的固体形式。
如果没有这种压实,粉末就缺乏物理粘合力来进行进一步处理。压机减小了颗粒间的孔隙体积,显著提高了原材料的堆积密度。
促进均匀性
实现均匀的密度分布是获得无裂纹最终产品的先决条件。
液压机必须在整个模具上均匀施加压力。如果“生坯”密度不一致,在高温烧结过程中会收缩不均,导致翘曲或结构失效。

促进烧结过程
实现固相反应
烧结依赖于颗粒间的原子扩散。要使其有效发生,颗粒必须紧密接触。
通过施加高压(例如,NASICON 为 127 MPa),压机将颗粒推到一起,减小了原子需要扩散的距离。这促进了将陶瓷颗粒化学键合为统一结构所需的固相反应。
控制收缩行为
更致密的生坯在热处理过程中会表现出更可预测的行为。
当初始堆积密度较高时,烧结过程中达到完全密度的相对收缩量会减小。这会得到形状规则、轮廓清晰且相对密度更高的最终陶瓷颗粒。
对电化学性能的影响
创建离子传输通道
固态电解质的最终目标是高效地移动锂离子。
孔隙会阻碍离子运动。通过压实粉末(通常高达 350-370 MPa),压机最大限度地减少了内部孔隙并增加了颗粒间的接触面积。这创造了连续、高效的锂离子传输通道,直接导致更高的离子电导率。
降低界面电阻
高压对于最小化颗粒边界处的电阻至关重要。
无论是对于烧结陶瓷还是聚合物复合颗粒,压机都能将材料紧密接触。这种界面孔隙的减少降低了电解质的总阻抗,这是获得卓越电池性能的基础。
防止枝晶穿透
机械强度是固态电池的关键安全特性。
通过大量单轴压制实现的致密颗粒可作为物理屏障。它抑制了锂枝晶的生长——金属丝,它们会穿透多孔隔膜并导致短路。
应避免的常见陷阱
压力施加不足
施加的压力不足会在生坯中留下过多的孔隙。
参考资料表明,需要特定的压力阈值(通常超过 100 MPa)。低于这些要求会导致烧结颗粒多孔,既缺乏抵抗枝晶的机械强度,也缺乏有效导离子的连通性。
忽视均匀性
压力必须稳定且均匀才能有效。
如果压机施加的力不均匀,产生的颗粒将具有密度梯度。烧结后,这些梯度会转化为结构缺陷,如裂纹或变形,使电解质无法用于测试或商业应用。
根据目标做出正确选择
为了最大化您的实验室液压机的效用,请根据您的具体研究目标调整方法。
- 如果您的主要关注点是高离子电导率:优先考虑更高的压力(最高 370 MPa),以最大化颗粒接触面积并消除阻碍离子流动的孔隙。
- 如果您的主要关注点是机械完整性:专注于压力施加的稳定性和均匀性,以确保生坯形成无裂纹的致密屏障,抵抗锂枝晶。
液压机不仅仅是一个成型工具;它是决定您的陶瓷电解质是成功还是失败的微观结构质量的“守门员”。
总结表:
| 功能 | 益处 | 典型压力范围 |
|---|---|---|
| 建立初始密度 | 为烧结创建可处理的“生坯” | 100 - 370 MPa |
| 促进均匀性 | 防止烧结过程中的裂纹和翘曲 | 必须稳定且均匀 |
| 促进烧结 | 实现高效的原子扩散和键合 | 例如,NASICON 为 127 MPa |
| 提高电化学性能 | 最大化离子电导率和机械强度 | 最高 370 MPa 以获得最佳效果 |
准备好在您的固态电解质研究中实现卓越的密度和性能了吗?
KINTEK 的精密实验室液压机(包括自动、等静压和加热型号)旨在提供制造完美陶瓷颗粒所需的精确、均匀的压力。我们的设备可帮助您最大化离子电导率并构建抗枝晶屏障,确保您的电池材料达到最高标准。
立即联系我们的专家,找到适合您特定陶瓷粉末压实需求的完美实验室压机。
图解指南
相关产品
- 实验室液压压力机 实验室手套箱压粒机
- 用于 KBR 傅立叶变换红外光谱仪的 2T 实验室液压压粒机
- 实验室用 24T 30T 60T 带加热板的加热型液压实验室压片机
- 实验室液压压力机 实验室颗粒压力机 纽扣电池压力机
- XRF KBR 傅立叶变换红外实验室液压压粒机



















