多步压制工艺是克服固态钠离子电池固-固界面物理限制的基本要求。通过使用实验室压机施加不同的压力,您可以将电解质的致密化与电极的粘合分离开来。这确保了电解质层达到高内部密度——这对于阻挡枝晶至关重要——随后又能与阴极和阳极形成紧密、低电阻的连接,而单步压制无法可靠地实现这一点。
核心见解
在没有液体电解质“润湿”表面和填充间隙的情况下,机械力是离子在层间移动的唯一变量。多步工艺允许您首先优化各个组件的内部密度,然后优化它们之间的界面接触,从而最大限度地降低通常会影响固态电池性能的阻抗。
固态界面的物理学
克服微观粗糙度
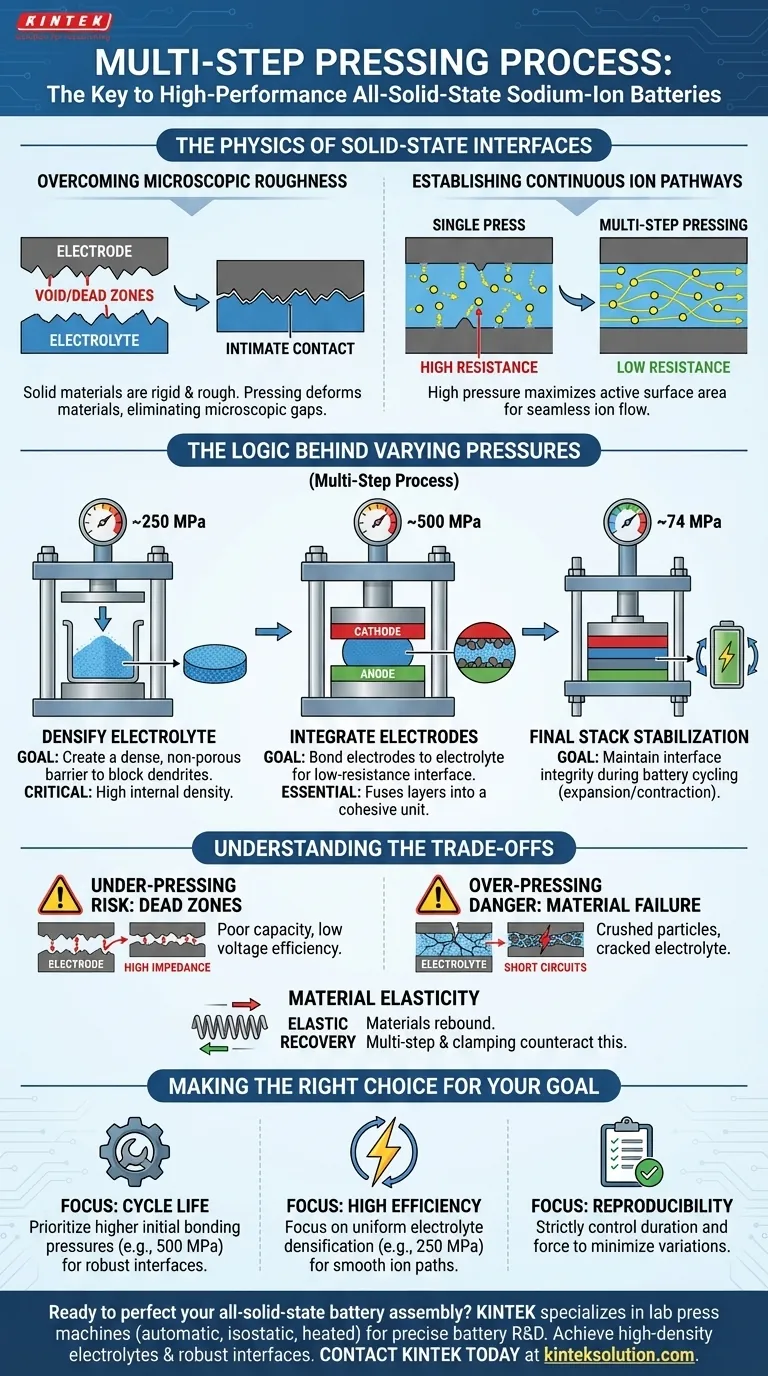
与液体电解质不同,固体材料在微观层面具有刚性、粗糙的表面。当两个固体层简单地放在一起时,它们只在表面形貌的最高峰处接触。
这些间隙会产生离子无法穿越的空隙,导致巨大的界面电阻。需要通过压制来塑性变形这些材料,迫使它们相互咬合并消除微观间隙。
建立连续的离子通路
组装的主要目标是为钠离子创建一个无缝的“高速公路”。如果层压不够紧密,接触点稀疏,就会限制离子的流动。
通过施加高压,您可以最大限度地提高阴极、电解质和阳极相遇的有效表面积。这种直接的物理接触是降低界面阻抗和实现高倍率电化学性能的先决条件。

变压背后的逻辑
第一步:致密化电解质
压制的第一个阶段通常针对固体电解质层本身。例如,施加约 250 MPa 的压力可确保电解质粉末被压实成致密的、无孔的颗粒。
这一层的高密度是不可协商的。它提供了处理电池所需的结构完整性,并充当物理屏障,防止阳极和阴极之间的短路。
第二步:集成电极
电解质致密化后,会添加电极材料(例如阴极)。施加第二道、通常更高的压力(例如 500 MPa)将新层粘合到现有的电解质颗粒上。
这种变压策略至关重要,因为它将不同的层融合为一个单一的、内聚的单元。它确保电极颗粒稍微嵌入电解质表面,形成一个能够承受电池循环固有体积变化的牢固界面。
第三步:最终堆叠稳定
初次制造后,通常会保持较低的恒定堆叠压力(例如,约 74 MPa)。这确保了即使材料在运行过程中膨胀和收缩,界面也能保持无空隙。
理解权衡
欠压风险
如果在任何阶段压力过低,界面上会留下“死区”。这些空隙会增加内部电阻,导致电池容量差和电压效率低。
过压危险
虽然高压是必需的,但过大的力可能会造成破坏。它会压碎活性材料颗粒或导致电解质颗粒破裂,从而导致立即的电池故障或短路。
材料弹性
固体材料通常表现出“弹性恢复”,这意味着它们在释放压力后会试图恢复到原始形状。多步工艺通过逐步稳定结构来帮助减轻这种情况,但在测试期间通常仍需要外部夹紧压力来抵消这种回弹。
为您的目标做出正确选择
为了优化您的钠离子电池组装,请根据您的具体性能目标调整您的压制方案:
- 如果您的主要关注点是循环寿命:优先考虑较高的初始粘合压力(例如 500 MPa),以确保界面足够牢固,能够承受反复的膨胀和收缩。
- 如果您的主要关注点是高效率:专注于电解质致密化步骤的均匀性(例如 250 MPa),以确保具有零孔隙率的最平滑的离子路径。
- 如果您的主要关注点是可重复性:严格控制施加压力的持续时间,而不仅仅是力的大小,以最大限度地减少批次之间弹性恢复的差异。
实现最佳的固态电池不仅仅是化学问题;它关乎界面的精确机械工程。
总结表:
| 压制步骤 | 典型压力 | 主要目标 |
|---|---|---|
| 第一步:致密化电解质 | ~250 MPa | 创建致密的、无孔的电解质层以阻挡枝晶。 |
| 第二步:集成电极 | ~500 MPa | 将电极粘合到电解质上,形成紧密、低电阻的界面。 |
| 第三步:最终堆叠稳定 | ~74 MPa | 在电池循环期间保持界面完整性,以抵消材料的膨胀/收缩。 |
准备好完善您的固态电池组装了吗? KINTEK 专注于实验室压机(自动实验室压机、等静压机、加热实验室压机等),满足电池研发实验室的精确需求。我们的设备提供实现高密度电解质和牢固电极界面的受控多步压制工艺。让我们帮助您提高电池的循环寿命、效率和可重复性。 立即联系 KINTEK 讨论您的具体要求!
图解指南
相关产品
- 实验室用 24T 30T 60T 带加热板的加热型液压实验室压片机
- 带集成热板的手动加热式液压实验室压力机 液压压力机
- XRF KBR 傅立叶变换红外实验室液压压粒机
- 实验室用红外线压模
- 实验室液压压力机 实验室手套箱压粒机



















