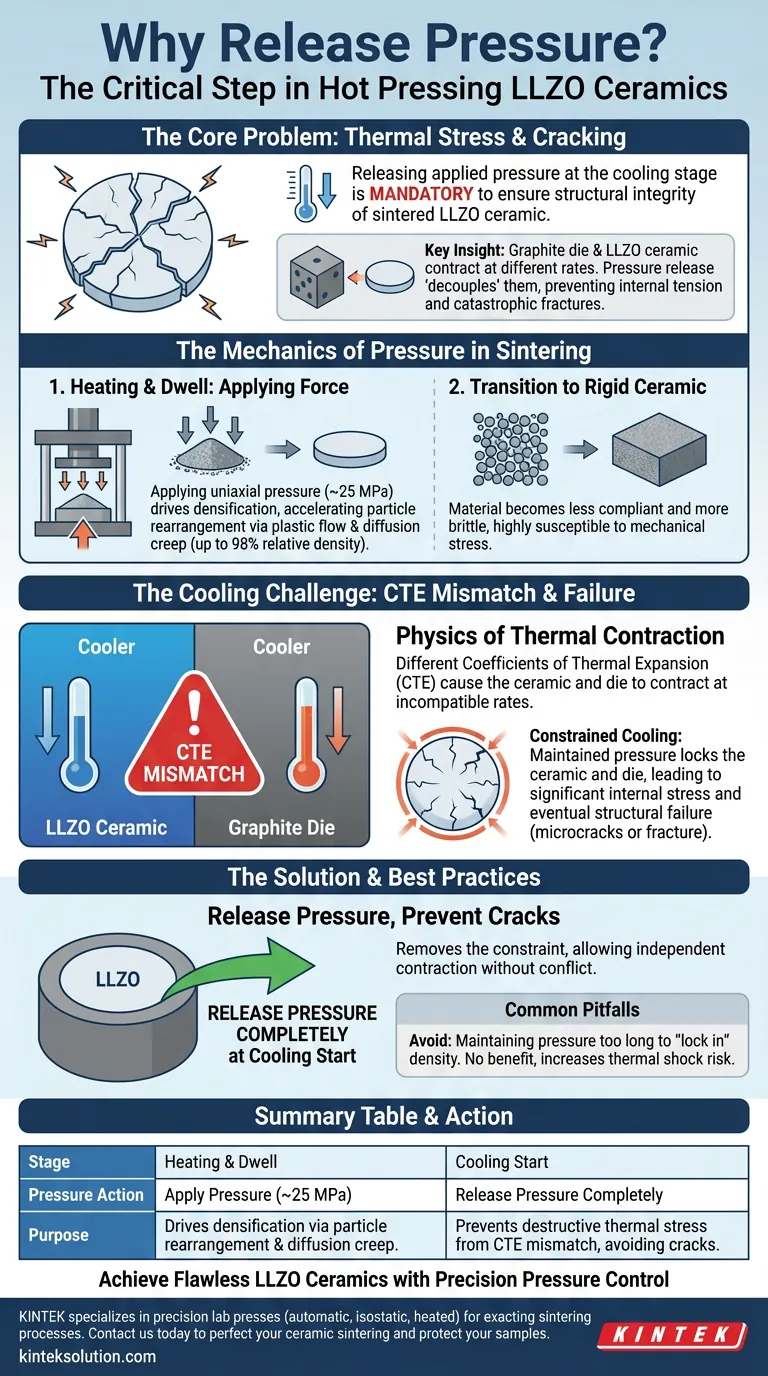
在冷却阶段开始时释放施加的压力是确保烧结 LLZO 陶瓷结构完整性的强制性步骤。热压过程中使用的 LLZO 材料和石墨模具具有不同的热膨胀系数。如果在温度下降时保持机械压力,这种差异会导致材料以不兼容的速率收缩,从而产生破坏性的や应力并导致开裂。
在冷却过程中,石墨模具和 LLZO 陶瓷的收缩速度不同。释放压力可以有效地“解耦”这些材料,防止内部张力积聚,而内部张力会导致致密样品出现微裂纹和灾难性断裂。
烧结中压力的力学原理
施加力的作用
在加热和保温阶段,施加单轴压力(通常约为 25 MPa)是致密化的主要驱动力。这种机械力会加速粉末颗粒的重新排列并增加它们之间的接触面积。通过激活塑性流动和扩散蠕变等传质机制,这种压力可以使材料比无压方法更快地达到接近 98% 的相对密度。
向刚性陶瓷的转变
虽然压力有利于压实粉末,但一旦致密化完成,其作用就会改变。材料从颗粒状粉末转变为固体、致密的陶瓷体。在此阶段,材料的柔韧性显着降低,变得更加易碎,容易受到机械应力影响。

热收缩的物理学
热膨胀系数 (CTE) 失配
冷却过程中的核心问题是 LLZO 陶瓷与石墨模具之间热膨胀系数的差异。这两种不同的材料在物理上对温度变化的响应方式不同。当系统从烧结温度冷却时,两种材料都会自然地试图收缩,但收缩的程度不同。
约束冷却的后果
如果液压机继续施加力,它会将陶瓷和模具物理地锁定在一起。由于它们的收缩速率不同,材料界面处开始积聚显著的内部应力。坚硬的 LLZO 陶瓷无法变形以适应这种应力。
由此产生的结构失效
当内部や应力超过材料的强度时,能量会通过断裂释放。这表现为微裂纹(影响电化学性能)或样品的完全断裂。释放压力消除了约束,使陶瓷和模具能够独立收缩而不会发生冲突。
避免常见陷阱
误判释放时机
一个常见的错误是试图在冷却斜坡的后期过久地保持压力,以期“锁定”密度。这是不必要的,因为一旦温度显着下降,致密化机制(扩散和流动)就会有效地停止。保持压力没有进一步的好处,只会带来热冲击和应力断裂的风险。
忽略预烧结条件
虽然冷却压力对于防止开裂至关重要,但密度也受预烧结处理的影响。在温和的温度下(例如 80°C)使用加热的实验室压机对生坯进行处理可以改善初始颗粒接触。然而,没有任何预处理能够挽救在最终烧结冷却阶段受到机械应力影响的样品。
为您的工艺做出正确选择
为了获得致密、无裂纹的 LLZO 陶瓷,您必须平衡加热期间对压力的需求与冷却期间对放松的需求。
- 如果您的主要重点是最大化密度:在加热和保温阶段施加恒定的单轴压力(例如 25 MPa),以激活扩散蠕变和颗粒重排。
- 如果您的主要重点是防止开裂:在冷却斜坡开始时立即完全释放机械载荷,以使陶瓷与模具的热收缩隔离。
通过遵守此压力释放协议,您可以保护您辛勤创造的致密微观结构,确保高质量的最终陶瓷片。
摘要表:
| 阶段 | 压力操作 | 目的 |
|---|---|---|
| 加热与保温 | 施加压力(约 25 MPa) | 通过颗粒重排和扩散蠕变驱动致密化。 |
| 冷却开始 | 完全释放压力 | 防止 CTE 失配引起的破坏性や应力,避免开裂。 |
通过精确的压力控制实现无瑕疵、致密的 LLZO 陶瓷。正确的热压工艺对于成功至关重要。KINTEK 专注于实验室压机(包括自动、等静压和加热实验室压机),这些压机专为苛刻的实验室烧结工艺而设计。我们的设备提供了完善陶瓷烧结所需的可靠控制。立即联系我们,讨论我们的解决方案如何增强您实验室的能力并保护您宝贵的样品。 与我们的专家联系
图解指南