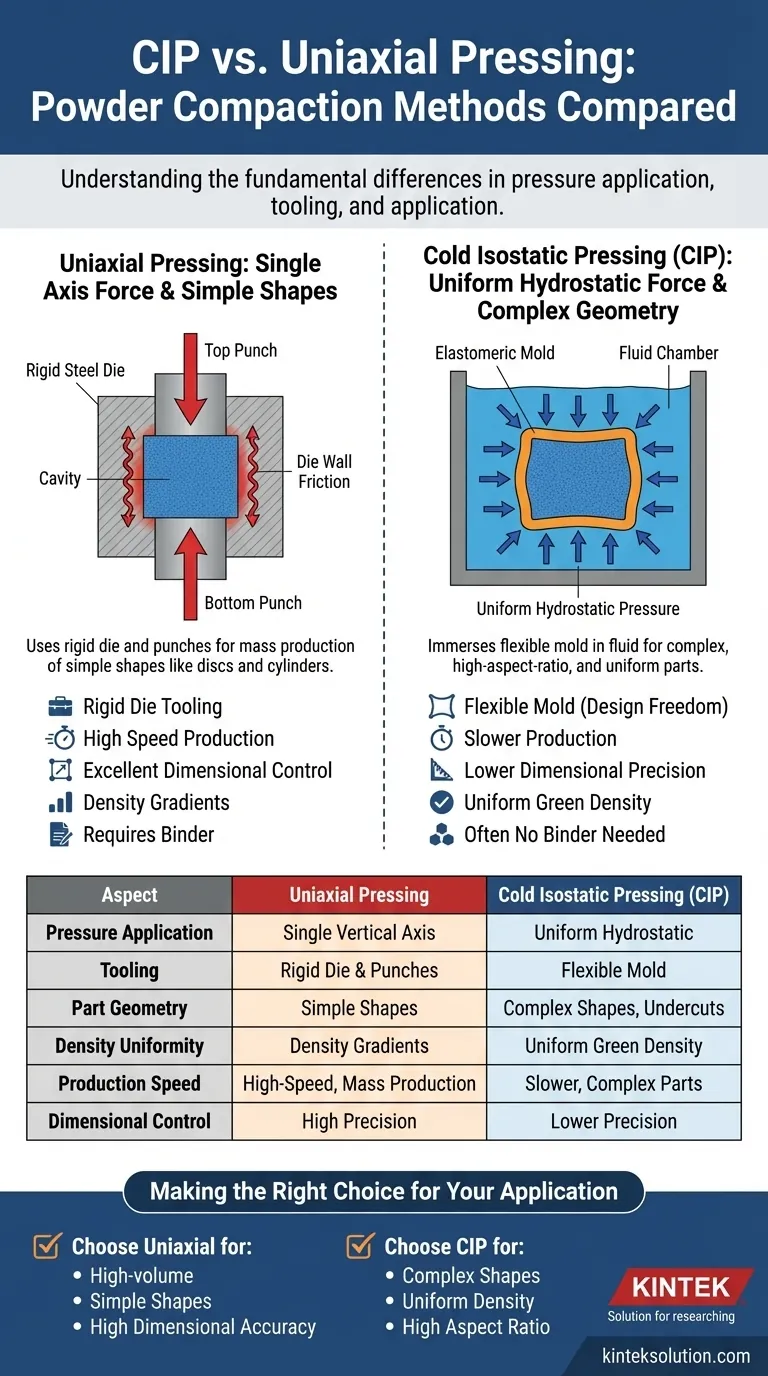
其核心区别在于,冷等静压 (CIP) 和单轴压制之间的差异在于如何施加压力来压实粉末。单轴压制使用刚性模具,并沿单一垂直轴施加力,非常类似于活塞。相比之下,CIP 将填充粉末的柔性模具浸入流体中,同时从所有方向施加均匀的静水压力。这一个区别决定了从可制造零件的复杂性到组件最终密度和完整性的一切。
选择 CIP 和单轴压制并非哪个“更好”,而是哪个更适合您的目标。单轴压制专为高速生产具有严格尺寸公差的简单形状而设计,而 CIP 旨在创建复杂、均匀致密的零件,这些零件是其他方式无法形成的。
根本区别:压力施加
施加压力的方法是区分这两种粉末压实技术的决定性特征。它直接影响压实件(在最终烧结之前称为“生坯”)的最终性能。
单轴压制:沿单一轴施力
单轴压制涉及压缩容纳在刚性模腔内的粉末。压力通过沿一个轴移动的上下冲头进行机械或液压施加。
此过程高度自动化且速度极快,非常适合大规模生产。然而,一个显著的缺点是模壁摩擦。当粉末移动时,它会与固定模壁摩擦,这会阻碍均匀压实并在整个零件中产生密度梯度。
冷等静压 (CIP):均匀静水力
在 CIP 中,粉末首先密封在柔性弹性模具(如厚橡胶袋)中。然后将整个组件浸入充满流体(通常是水或油)的高压室中。
当腔室加压时,流体对柔性模具的每个表面施加相同的力。这种静水压力从所有方向均匀地压实粉末,几乎消除了模壁摩擦引起的内应力和密度变化。

模具和几何能力
每种工艺所需的模具直接决定了您可以生产的零件的复杂性和精度。
单轴压制的刚性模具:简单和快速
单轴压制依赖于硬质模具——精密加工的模腔和冲头。这种设置非常适合盘、圆柱体和矩形块等简单几何形状。
由于最终形状由刚性、不变的模具决定,因此该方法提供了出色的尺寸控制和可重复性。它是生产需要精确尺寸且几何形状不复杂零件的标准方法。
CIP 的柔性模具:设计自由度
CIP 使用柔性模具,这赋予了它无与伦比的设计自由度。它可以生产具有复杂外部特征、内部空腔甚至倒扣的零件。
此外,CIP 不受零件长宽比(高宽比)的限制。它可以轻松形成长而细的零件,这些零件由于过度的模壁摩擦和开裂风险而无法从刚性单轴模具中弹出。
理解权衡
选择正确的工艺需要客观地看待每种方法的优点和局限性。您的决定将在几何复杂性、所需密度、生产速度和成本之间取得平衡。
精度与复杂性的困境
这是核心权衡。单轴压制为简单形状提供了高尺寸精度。刚性模具确保每个零件几乎完全相同。
CIP 提供了创建高度复杂形状的能力。然而,实现严格的尺寸公差更具挑战性,因为它依赖于完美均匀的柔性模具和可预测的粉末压实,这在实现高精度时可能难以控制。
密度梯度和生坯强度
在单轴压制中,密度在冲头附近最高,在中间和模壁附近最低。这种不均匀的密度可能导致最终烧结阶段的翘曲或开裂。
CIP 生产的零件具有异常均匀的生坯密度。这种一致性在烧结过程中导致更可预测和均匀的收缩,减少缺陷并提高最终机械性能。所得生坯也具有高强度,使其在最终烧结前易于处理或加工。
粘合剂和二次操作
单轴压制通常需要在粉末中添加蜡粘合剂以帮助压实和弹出。这种粘合剂在烧结前必须小心地烧掉,这增加了工艺的时间和复杂性。
CIP 通常可以在不使用任何粘合剂的情况下压实粉末。这简化了整个过程并消除了潜在的缺陷来源,有助于降低生产成本并获得更可靠的最终零件。
为您的应用做出正确选择
您的决定完全取决于组件的几何形状、其性能要求和您的生产量目标。
- 如果您的主要重点是高产量生产简单形状(例如,陶瓷绝缘体、药片、简单衬套):单轴压制是其速度、每个零件的低成本和高尺寸精度的最佳选择。
- 如果您的主要重点是创建具有均匀密度的复杂形状(例如,近净形涡轮叶片、复杂的医疗植入物、定制耐火组件):冷等静压提供了必要的设计自由度和材料完整性。
- 如果您的主要重点是生产大型零件或具有高长宽比(长而细)的组件:CIP 是唯一可行的方法,因为它克服了单轴压制中固有的模壁摩擦的基本限制。
通过了解这些核心机械差异,您可以自信地选择确保组件质量和操作效率的压实工艺。
摘要表:
| 方面 | 单轴压制 | 冷等静压 (CIP) |
|---|---|---|
| 压力施加 | 单一垂直轴 | 来自所有方向的均匀静水压力 |
| 模具 | 刚性模具和冲头 | 柔性弹性模具 |
| 零件几何形状 | 简单形状(例如,圆盘、圆柱体) | 复杂形状、高长宽比、倒扣 |
| 密度均匀性 | 由于模壁摩擦引起的密度梯度 | 均匀的生坯密度 |
| 生产速度 | 高速,适合批量生产 | 较慢,适合复杂或小批量零件 |
| 尺寸控制 | 高精度和可重复性 | 精度较低,对于严格公差更具挑战性 |
需要为您的实验室的压制需求提供专家指导吗? KINTEK 专注于实验室压机,包括自动实验室压机、等静压机和加热实验室压机,旨在提升您的材料压实工艺。无论您是生产简单还是复杂的零件,我们的解决方案都能确保密度均匀、减少缺陷并提高效率。立即联系我们,讨论我们如何支持您的实验室需求并帮助您取得卓越成果!
图解指南