防止烧制过程中出现裂纹的关键不在于炉子,而在于初始压制阶段。冷等静压 (CIP) 通过从所有方向均匀施加压力来最大限度地减少变形。这形成了一个密度在整个部件中一致的零件,消除了在烧制剧烈收缩过程中会撕裂部件的内部应力点。
传统压制的根本问题在于密度不均,这会导致部件的不同部分在烧制过程中以不同的速率收缩,从而产生应力、翘曲和开裂。CIP 通过使用流体压力均匀压实粉末材料来解决这个问题,确保零件以可预测的方式收缩并保持其完整性。
烧制缺陷的根本原因:压力梯度
要了解为什么 CIP 如此有效,我们必须首先研究其最常见的替代方法——单轴模压的缺点。
单轴压制的缺陷
在单轴压制中,力从一个或两个方向施加,通常是通过顶部和底部的冲头压缩刚性模具内的粉末。
这种方法会产生显著的密度梯度。直接在冲头下的粉末变得非常致密,而由于内部摩擦,靠近中心和模具壁的粉末压实度较低。
不均匀的密度如何导致裂纹
当这种不均匀的“生坯”体被烧制(称为烧结)时,材料会固结和收缩。
密度较高的区域收缩较少,而密度较低的区域收缩较多。这种差异收缩会在部件内部产生巨大的内部应力。如果应力超过材料的强度,它会通过形成裂纹或导致部件翘曲来释放。

CIP 如何实现均匀性
冷等静压从根本上改变了施加压力的方式,直接解决了烧制缺陷的根本原因。
等静压原理
CIP 涉及将粉末放入柔性密封模具中,并将其浸入流体压力室。然后增加流体的压力来压实粉末。
根据帕斯卡定律,该压力平等且即时地传递到模具的所有表面。没有单一的受力方向,只有均匀的全方位“挤压”。
形成均匀的生坯
由于压力是等静地(从各个方向)施加的,摩擦力被最小化,粉末在整个体积内被压实成高度均匀的密度。不存在明显的偏高密度或偏低密度区域。
结果:可预测的收缩
当来自 CIP 过程的均匀生坯被烧制时,它会均匀且可预测地收缩。由于差异收缩不会产生明显的内部应力,开裂、变形和翘曲的风险几乎被消除。
这使得 CIP 成为具有复杂几何形状、高长径比(细长)或由对内部应力敏感的先进材料制成的零件的理想方法。
了解权衡
虽然 CIP 提供了卓越的均匀性,但它并非没有局限性。客观性要求承认这些挑战。
尺寸精度的挑战
直接从压机获得严格的尺寸控制可能很困难。最终形状完全取决于柔性模具,该模具在压力下可能会略有变形。
即使使用设计良好的模具,CIP 零件通常也需要二次机加工或研磨才能达到非常严格的最终公差。均匀性在于材料的密度,而不一定在于其净形状精度。
工艺时间和复杂性
传统单轴压制速度极快,易于实现高产量生产的自动化。CIP 循环本质上更长。
然而,现代电 CIP 系统可以使工艺自动化,并与旧的手动系统相比显著减少循环时间,使其对系列生产更具可行性。
为您的目标做出正确的选择
选择正确的压制方法完全取决于您部件的具体要求。
- 如果您的首要重点是简单形状的高产量生产: 传统单轴模压通常更快、更具成本效益。
- 如果您的首要重点是复杂零件的结构完整性: CIP 是防止烧制缺陷和确保材料性能均匀性的更优选择。
- 如果您的首要重点是最小化高精度组件的后处理: 请注意,CIP 零件通常需要最终的机加工步骤才能达到严格的公差。
通过了解压力施加如何影响内部密度,您可以自信地选择最能确保您的组件既坚固又尺寸合理的工艺。
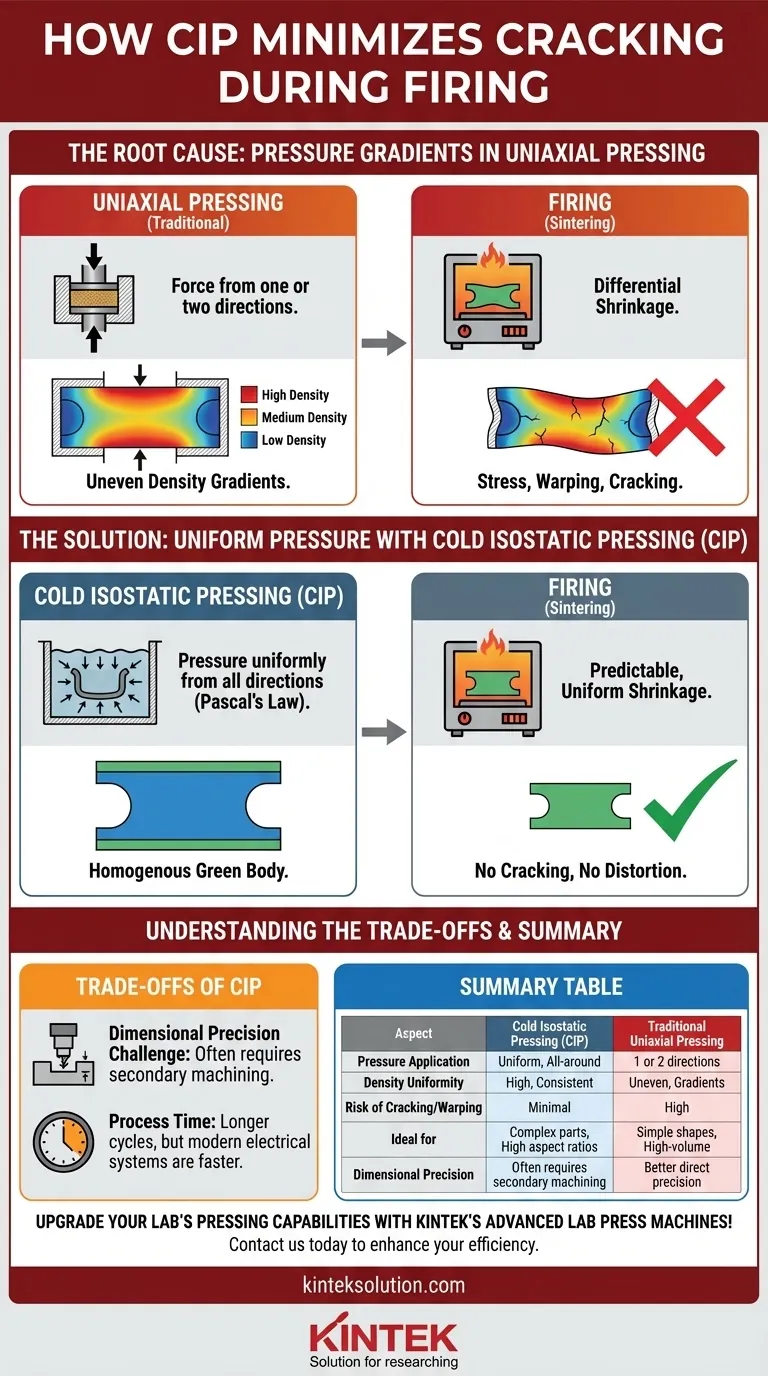
总结表:
| 方面 | 冷等静压 (CIP) | 传统单轴压制 |
|---|---|---|
| 压力施加 | 来自所有方向的均匀 | 来自一个或两个方向 |
| 密度均匀性 | 高且一致 | 不均匀且有梯度 |
| 开裂/翘曲风险 | 因均匀收缩而最小化 | 因差异收缩而高 |
| 理想用途 | 复杂几何形状、高长径比 | 简单形状、高产量生产 |
| 尺寸精度 | 通常需要二次机加工 | 直接精度更高 |
使用 KINTEK 的先进实验室压机设备升级您的实验室压制能力! 无论您需要自动实验室压机、等静压机还是加热实验室压机,我们的解决方案都能为复杂零件提供均匀的密度和减少烧制缺陷。请立即联系我们,讨论我们如何提高您实验室的效率和材料完整性。
图解指南