从根本上讲,热压通过从根本上改变材料固结的方式来减少加工时间和能源消耗。与将压实和加热分开的传统方法不同,热压将这些过程结合到一个高效的操作中,在该操作中,材料在被加热的同时受到巨大的压力。
热压的核心优势在于,同时施加热量和压力极大地加速了材料的致密化过程。这使得您能够在更短的时间内、在更低的温度下实现完全致密,从而直接缩短了周期持续时间和能源消耗。
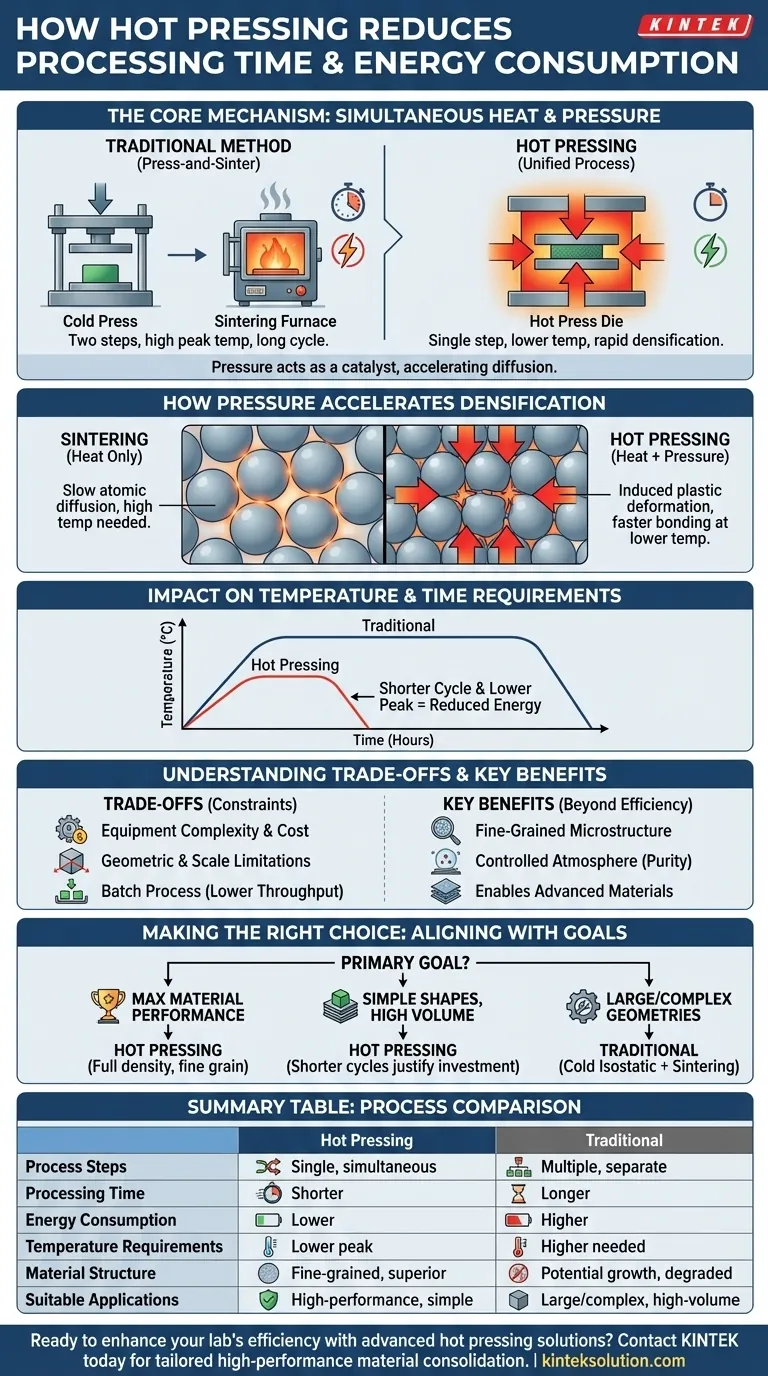
核心机制:热量与压力的同步
热压的效率源于其独特统一的材料固结方法。通过理解其中涉及的物理原理,可以清楚地看出为什么这种方法比传统的对应方法更快、更节能。
将步骤合并为单一操作
传统粉末冶金通常采用“压制-烧结”的工作流程。首先,粉末在室温下被压制成形(冷压),然后将该“生坯”部件转移到单独的炉子中进行长时间的加热循环(烧结)。
热压消除了这种两步过程。粉末直接装入模具中,然后模具在施加单轴压力的同时被加热,在一个无缝的步骤中同时实现压实和热粘合。
压力如何加速致密化
在烧结过程中,致密化完全依赖于热量来驱动材料颗粒之间的原子扩散。这是一个缓慢的过程,需要高温和大量时间。
热压引入了压力作为一个强大的催化剂。施加的力增加了颗粒之间的接触面积,并引起塑性变形,从而极大地加速了负责粘合和消除孔隙率的扩散机制。
对温度要求的影响
由于压力在致密化过程中提供了如此有效的帮助,热压不需要像传统烧结达到相同最终密度所需的那么高的温度。
在较短时间内以较低的峰值温度运行,直接且显著地减少了每个循环消耗的总能量(千瓦时)。

理解权衡
尽管热压效率很高,但它并非万能的解决方案。必须权衡其效益与特定的操作要求和局限性。
设备复杂性和成本
热压机比传统炉子是更复杂、更昂贵的设备。该系统必须同时安全地管理极高的压力和温度,这增加了其初始资本成本和维护的复杂性。
几何形状和规模限制
该过程依赖于一个刚性模具来容纳材料并施加压力。这固有地限制了可以生产的部件的尺寸和几何复杂性。使用此方法通常无法制造大尺寸或形状复杂的部件。
材料和吞吐量考虑因素
热压通常是一个批处理过程,每个周期生产一个或少量部件。虽然周期时间很短,但它可能无法与用于大规模生产小型、简单部件的连续烧结炉的吞吐量相媲美。
效率之外的关键工艺优势
热压的效率还带来了对生产高性能材料至关重要的次要优势。这些优势是使用较低温度和较短时间直接带来的结果。
防止不必要的晶粒长大
材料的细晶粒微观结构通常对其机械性能(如强度和硬度)至关重要。传统烧结中常见的高温和长时间保持会导致晶粒长大,从而可能降低性能。
热压的短持续时间和较低的温度可以保持细晶粒微观结构,从而带来卓越的最终材料性能。
在受控气氛中加工
大多数热压在真空或惰性气体环境中进行。这对于防止氧化和污染至关重要,尤其是在处理钛或某些先进陶瓷等反应性材料时。结果是获得了更纯净的材料,颗粒之间具有更强、更清洁的粘合。
实现先进材料
对于许多高性能陶瓷和复合材料,在没有压力的情况下实现完全致密化几乎是不可能的。热压不仅仅是一种优化,它还是一种使能技术,可以创造出否则无法制造的新型材料。
根据您的目标做出正确的选择
选择固结方法需要将工艺能力与您的特定材料和生产目标保持一致。
- 如果您的主要关注点是最大的材料性能:热压是实现完全致密化和细晶粒微观结构的更优选择,这对高强度应用至关重要。
- 如果您的主要关注点是批量生产简单的形状:热压的效率可以证明投资是合理的,因为更短的周期时间可以提高切割工具或装甲板等部件的吞吐量。
- 如果您的主要关注点是制造大尺寸或复杂几何形状:冷等静压后接常压烧结的多步工艺可能更实用、更具成本效益,尽管其每个部件的能耗更高。
最终,了解热量、压力和时间之间的相互作用,使您能够选择最能实现您期望的性能、成本和速度平衡的制造工艺。
摘要表:
| 方面 | 热压 | 传统方法 |
|---|---|---|
| 工艺步骤 | 单一步骤:热量和压力同步进行 | 多步骤:先冷压后烧结 |
| 加工时间 | 由于致密化加速而缩短 | 由于单独的加热循环而延长 |
| 能源消耗 | 由于温度和时间降低而较低 | 由于长时间高温烧结而较高 |
| 温度要求 | 较低的峰值温度 | 需要较高的温度 |
| 材料微观结构 | 细晶粒,性能更优 | 可能出现晶粒长大,性能下降 |
| 适用应用 | 高性能材料,简单形状 | 大尺寸或复杂几何形状,大批量部件 |
准备好使用先进的热压解决方案提高您实验室的效率了吗? KINTEK 专注于实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,这些设备旨在为您的实验室需求减少加工时间和能源消耗。我们的设备提供精确控制、改善的材料性能和成本节约。 立即联系我们,讨论我们如何支持您的项目并提供定制的高性能材料固结解决方案!
图解指南