冷等静压(CIP)通过将粉末压制成致密、坚固的形状,生产出各种高性能部件。具体产品包括先进陶瓷零件,如氮化硅和碳化硼;大型耐火坩埚;用于薄膜沉积的金属溅射靶材;以及工业部件,如刀具、阀门涂层和各向同性石墨块。
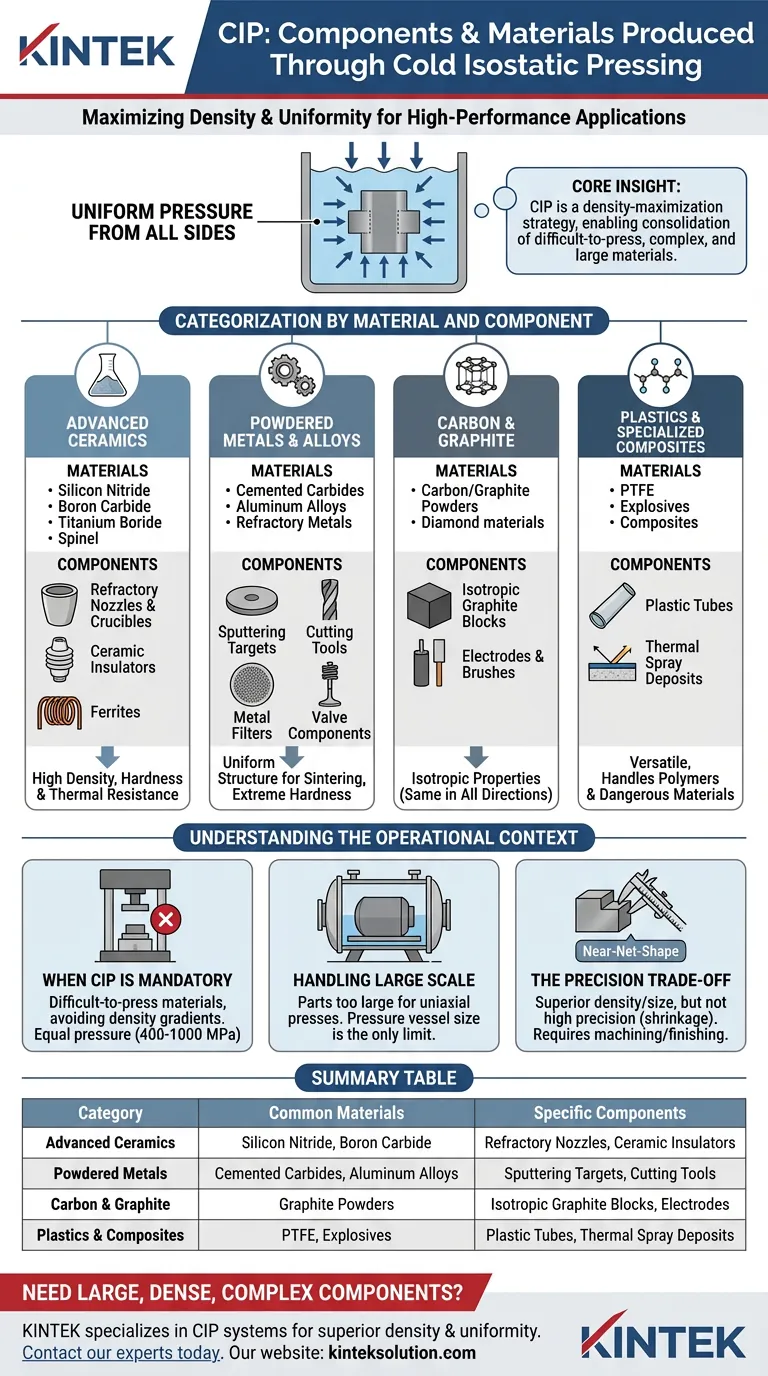
核心见解:CIP 不仅仅是一个成型工艺;它是一种最大化密度的方法。通过液体介质从四面八方施加均匀压力,它能够压实大型、复杂或“难以压制”的材料——例如硬质合金和溅射靶材——这些材料在标准的单轴压制下会失效或缺乏均匀性。
按材料和部件分类
先进陶瓷
陶瓷行业严重依赖 CIP 来生产需要极高硬度和耐热性的高密度零件。
常用材料:
- 氮化硅和碳化硅。
- 氮化硼和碳化硼。
- 硼化钛和尖晶石。
具体部件:
- 耐火喷嘴和坩埚:用于高温金属加工。
- 陶瓷绝缘子:对高压电气应用至关重要。
- 铁氧体:用于电子产品的磁性元件。
粉末金属和合金
CIP 在粉末冶金中用于制造在烧结前需要均匀内部结构的预制件和零件。
常用材料:
- 硬质合金和碳化钨。
- 铝、镁和铜合金。
- 耐火材料(熔点非常高的金属)。
具体部件:
- 溅射靶材:高度压实的圆盘或板,用于半导体制造中的薄膜沉积。
- 刀具:需要极高硬度的硬质合金刀片和刀具。
- 金属过滤器:用于过滤的多孔金属部件。
- 阀门部件:发动机中的涂层部件,以减少气缸磨损并提高耐用性。
碳和石墨
石墨生产利用 CIP 来确保各向同性,这意味着材料在所有方向上都具有相同的物理性能。
常用材料:
- 碳和石墨粉末。
- 金刚石和类金刚石材料。
具体部件:
- 各向同性石墨:用于马弗炉部件和电极。
- 电极和电刷:需要一致导电性的电气材料。
塑料和特种复合材料
除了金属和陶瓷,CIP 的多功能性足以处理聚合物和危险材料。
常用材料:
- 塑料(PTFE 和其他)。
- 炸药和烟火。
- 复合材料。
具体部件:
- 塑料管:高密度聚合物管。
- 热喷涂层:为提高附着力和密度而压实的涂层。

理解操作背景
何时必须使用 CIP
当材料难以通过常规方法压制时,会特别选择 CIP。标准的刚性模具压制通常会在复杂形状中产生密度梯度(硬度不均匀)。CIP 通过使用浸入液体中的弹性体模具,从各个角度施加相等的压力(400 MPa 至 1000 MPa),从而消除了这一点。
处理大规模生产
CIP 的一个显著优势是能够加工尺寸过大而无法放入单轴压机的零件。由于压力容器的尺寸是唯一的限制,制造商可以生产大型毛坯零件(烧结前),例如大型陶瓷坯料或重金属预制件,这些零件在机械模具中无法压实。
精度权衡
虽然 CIP 在密度和尺寸方面具有优势,但它通常用于烧结后不需要高精度的零件。柔性模具允许显著的收缩和形状变化。因此,CIP 通常是一种近净形工艺,在零件被压制和烧结后需要进行机加工或精加工。
为您的目标做出正确选择
- 如果您的主要重点是高性能陶瓷:使用 CIP 来压实氮化硅或碳化硼等材料,以在烧制前达到最大的堆积密度。
- 如果您的主要重点是薄膜沉积:依靠 CIP 来制造溅射靶材,确保材料致密且均匀,以获得一致的涂层质量。
- 如果您的主要重点是大批量生产:选择 CIP 来制造物理上超出标准刚性模具压机能力的巨大坯料或预制件。
- 如果您的主要重点是材料均匀性:选择 CIP 来生产各向同性石墨或硬质合金,以确保材料在各个方向上的性能相同。
CIP 是将松散粉末转化为大型、致密、结构牢固且需要均匀内部完整性的部件的最终解决方案。
摘要表:
| 类别 | 常用材料 | 具体部件 |
|---|---|---|
| 先进陶瓷 | 氮化硅、碳化硼 | 耐火喷嘴、陶瓷绝缘子 |
| 粉末金属 | 硬质合金、铝合金 | 溅射靶材、刀具 |
| 碳和石墨 | 石墨粉末 | 各向同性石墨块、电极 |
| 塑料和复合材料 | PTFE、炸药 | 塑料管、热喷涂层 |
需要生产具有均匀性能的大型、致密或复杂形状的部件?
KINTEK 专注于实验室压机,包括先进的冷等静压机(CIP),以帮助您为最苛刻的应用实现卓越的材料密度和均匀性。无论您是处理先进陶瓷、粉末金属还是特种复合材料,我们的专业知识都能确保您的材料可靠运行。
立即联系我们的专家,讨论 KINTEK CIP 系统如何增强您实验室的能力并简化您的生产流程。
图解指南