简而言之,冷等静压 (CIP) 的主要优势在于其能够制造出具有卓越密度和均匀性的零件。通过从各个方向施加均等压力,CIP 克服了传统单轴压制的主要局限性,从而生产出更高质量的“生坯”零件,这些零件在烧结时更具可预测性,并能产生卓越的最终材料性能。
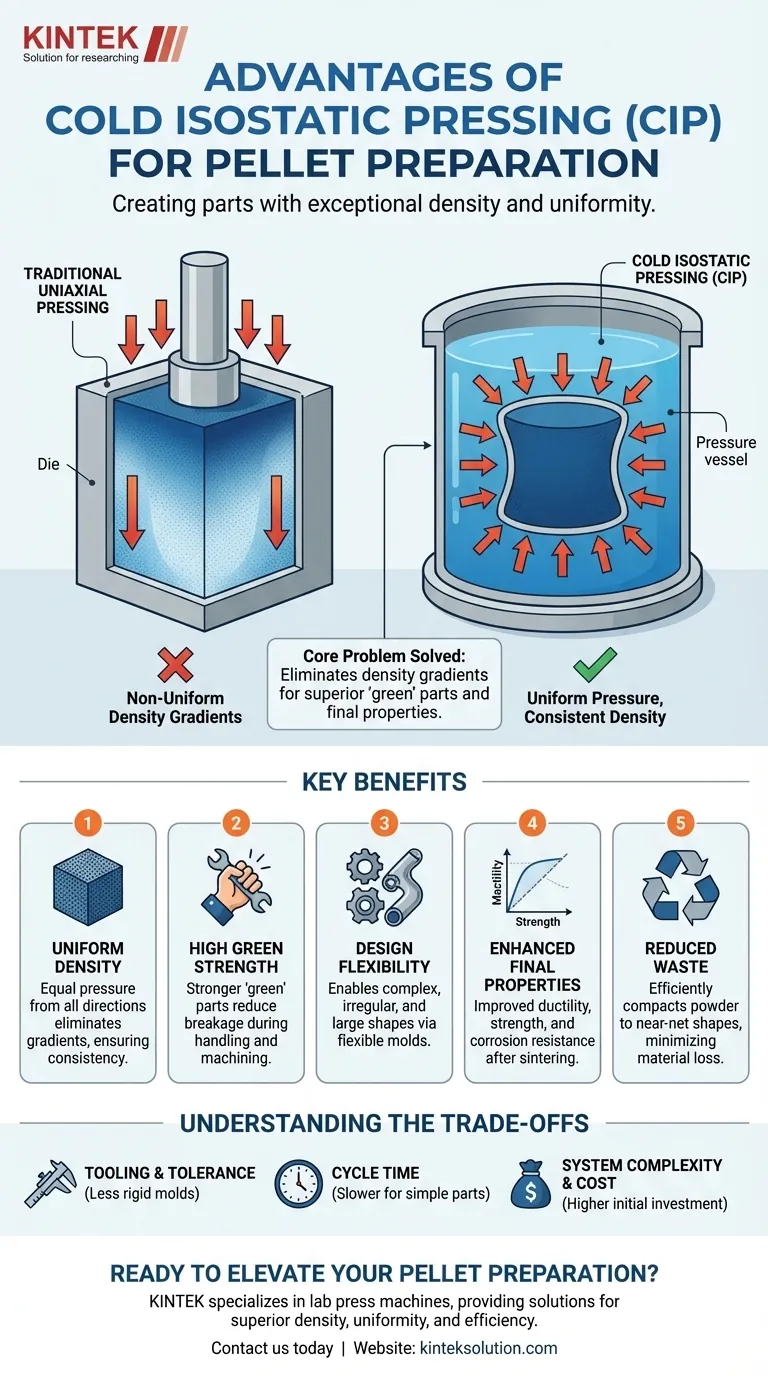
CIP 解决的核心问题是不均匀性。与会产生密度梯度的传统压制不同,CIP 使用流体压力均匀地压实粉末,确保部件的每个部分——无论其复杂程度如何——都能达到一致的密度和强度。
为什么均匀压力是游戏规则的改变者
冷等静压的工作原理是将粉末放入柔性密封模具中,将其浸入压力容器中的流体中,然后对流体加压。这种方法从根本上改变了所得零件的质量。
实现卓越的密度和均匀性
CIP 的决定性特征是施加等静压——同时在所有表面施加相等的作用力。
这消除了单轴(单向)压制中常见的密度梯度,在单轴压制中,最靠近冲头的材料比中间的材料密度大得多。
均匀致密的生坯在随后的烧结阶段收缩可预测且均匀,大大降低了翘曲、开裂或内部缺陷的风险。
获得高“生坯强度”
生坯强度是指压制零件在最终烧结或硬化之前的机械强度。
由于 CIP 能够如此有效且均匀地压实粉末,因此它生产的生坯零件比其他方法生产的生坯零件明显更坚固且不易碎。
这种高生坯强度对于制造至关重要,因为它允许在加工、机械加工或在工艺之间移动零件时,破损风险大大降低,最终减少了浪费和生产成本。
增强最终材料性能
通过 CIP 实现的初始均匀性直接转化为成品卓越的性能。
一致的内部结构可以带来增强且更可靠的机械特性,例如整个零件的延展性、强度和耐腐蚀性。

解锁设计和生产自由
使用柔性模具和流体压力消除了刚性模压的许多限制,为设计和生产效率开辟了新的可能性。
压制复杂和不规则形状
刚性模具仅限于简单的可挤压形状。CIP 的柔性模具可以形成高度复杂、凹陷或复杂的几何形状,而这些形状在单一步骤中是不可能压制的。
制造大型和高纵横比零件
CIP 擅长生产直径与长度之比非常大的零件,例如长杆或管。等静压确保这些零件沿其整个长度均匀压实。
该工艺还具有高度可扩展性,使其成为生产需要巨大且昂贵机械压力机的超大型部件的有效选择。
提高效率并减少浪费
通过更有效地将粉末压实成近净形状,CIP 最大限度地减少了材料浪费。这在使用昂贵的金属或陶瓷粉末时尤其有价值。
现代电动 CIP 系统可以实现工艺自动化,与旧的手动系统相比,提供精确的压力控制和更快的循环时间,进一步降低了劳动力成本和污染的可能性。
了解权衡
尽管功能强大,但 CIP 并非万能解决方案。与用于大批量生产的更简单方法相比,它的主要权衡通常是速度和初始设备成本。
模具和尺寸公差
CIP 中使用的柔性弹性体模具不如机械压力机的硬钢模具刚性。这可能会导致“生坯”零件的尺寸精度略低,然后在烧结过程中进行校正。
简单零件的循环时间
对于生产数百万个非常简单的零件,如小药丸或衬套,传统机械或液压机的循环时间通常更快。对于这些应用,CIP 的加载、密封、加压和卸压过程可能较慢。
系统复杂性和成本
CIP 系统(包括高压容器、泵和控制装置)代表着巨大的资本投资。投资选择完全取决于对它所提供的卓越质量和几何自由度的需求。
为您的应用做出正确选择
选择正确的压制方法取决于平衡所需的零件质量与生产量和成本。
- 如果您的主要关注点是最高的材料质量和均匀密度: CIP 是更好的选择,因为它消除了其他方法中常见的内部缺陷和密度变化。
- 如果您的主要关注点是生产复杂形状或大型零件: CIP 提供了刚性模具无法提供的几何自由度,使其成为挑战性设计的赋能技术。
- 如果您的主要关注点是批量生产简单、小型部件,且足够好即可: 传统单轴压制可能是一种更具成本效益且速度更快的解决方案。
最终,选择冷等静压是对均匀性、质量和设计灵活性的投资。
摘要表:
| 优势 | 描述 |
|---|---|
| 均匀密度 | 从各个方向施加相等压力,消除密度梯度,确保零件一致。 |
| 高生坯强度 | 生产坚固的生坯零件,减少搬运和机械加工过程中的破损。 |
| 设计灵活性 | 使用柔性模具压制复杂、不规则和大型形状。 |
| 增强最终性能 | 烧结后提高延展性、强度和耐腐蚀性。 |
| 减少浪费 | 高效地将粉末压实成近净形状,最大限度地减少材料损失。 |
准备好通过冷等静压提升您的压片制备了吗? KINTEK 专注于实验室压片机,包括自动实验室压片机、等静压机和加热实验室压片机,旨在满足实验室的独特需求。我们的解决方案提供卓越的密度、均匀性和效率,帮助您实现卓越的材料性能并降低生产成本。立即联系我们,讨论我们的 CIP 系统如何优化您的流程并推动实验室创新!
图解指南