从本质上讲,与传统冷压相比,等静压的核心优势在于它能够生产出密度极其均匀的零件。这是通过流体从所有方向施加均匀压力来实现的,从而消除了仅从一个或两个方向在刚性模具中压制粉末所固有的内应力、密度梯度和形状限制。
虽然传统冷压在高速生产简单形状方面表现出色,但等静压是制造复杂、高性能部件的更优方法,在这些部件中,均匀的材料性能对可靠性至关重要。
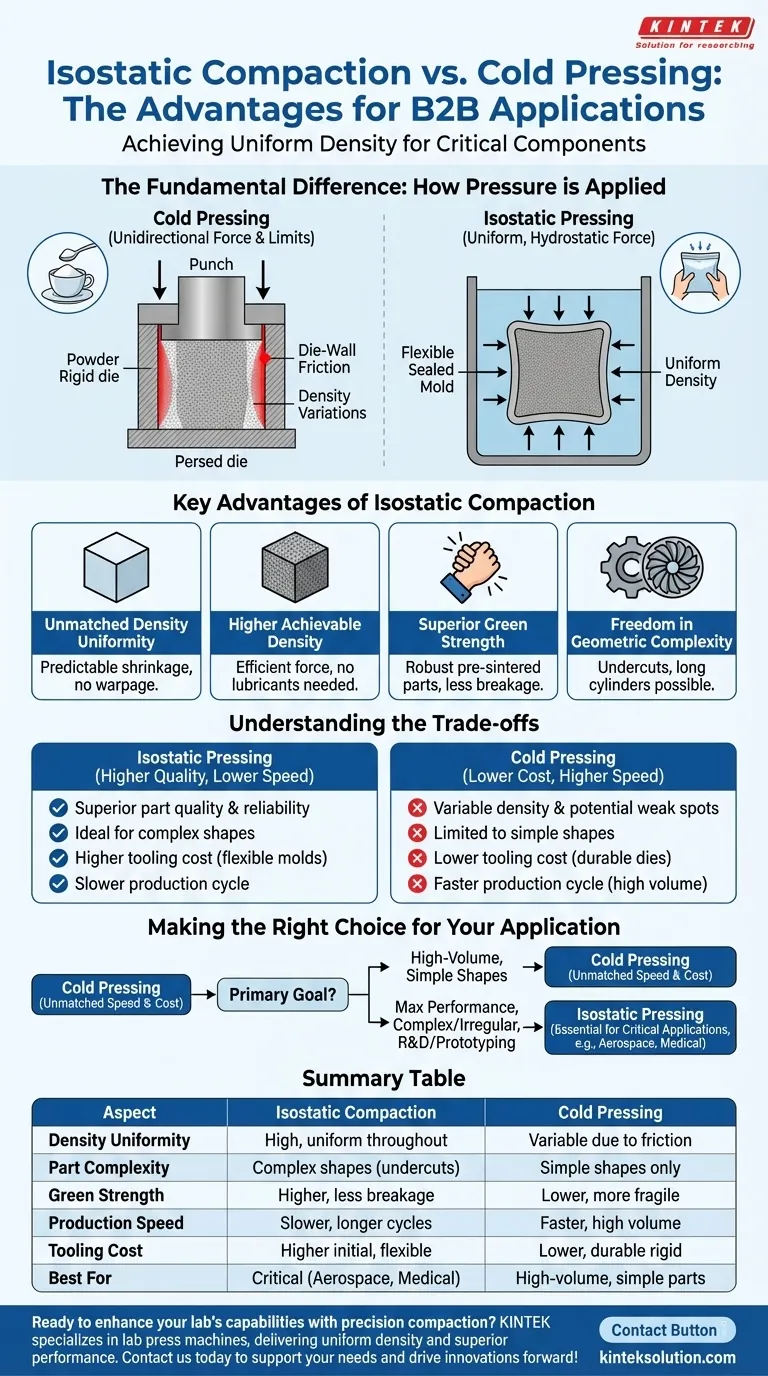
根本区别:压力施加方式
等静压的优势都源于一个关键原则:压力施加的方法。理解这种差异是选择正确工艺的关键。
冷压:单向力和其局限性
传统的冷压,也称为单轴或模具压制,是通过使用一个或两个冲头对刚性模具腔内的粉末进行压缩来实现的。
想象一下用勺子向下按压杯子里的一堆糖。勺子正下方的糖会变得非常密实,但由于模具壁摩擦,杯子侧面的糖的压实度会较低。这种摩擦会在整个零件中产生显著的密度差异,导致烧结过程中收缩不可预测并可能出现薄弱点。
等静压:均匀、静水压力
等静压将粉末放入一个柔性的密封模具中,然后将其浸入流体中。对该流体加压,对模具的每个表面施加相等的力。
这就像用手挤压一个密封的面粉袋。压力是均匀的,从各个方面均匀地压实粉末。这种静水力完全消除了模具壁摩擦,而模具壁摩擦是单轴压制中问题的主要来源。

零件质量和性能的关键优势
消除模具壁摩擦并施加均匀的压力,为最终部件带来几个重要的、切实的益处。
无与伦比的密度均匀性
这是最关键的优势。由于压力是均匀施加的,所得零件的密度从表面到核心都具有高度的均匀性。这种均匀性带来了在最终烧结或加热阶段可预测的均匀收缩,从而大大减少了翘曲和内部应力。
更高的可达密度
等静压通常能实现更高的“生坯”密度(烧结前的密度),原因有二。首先,没有摩擦意味着更多的压缩力直接用于压实粉末。其次,冷压中需要的、烧结后会留下孔隙的模具壁润滑剂被消除了。
卓越的“生坯强度”
均匀压实的零件具有更高的生坯强度,这意味着预烧结部件更坚固,不易破损。这对于在制造过程中处理复杂、易碎的零件(例如将它们从压机移动到炉子)至关重要。
几何复杂度的自由度
由于压力是通过柔性模具施加的,等静压可以生产出刚性模具无法实现的形状。这包括带有凹槽、凹面或非常长且薄的深径比(长圆柱体)的零件,这些零件在模具压制中会断裂或压实不均。
理解权衡
等静压提供了卓越的质量,但它并非适用于所有情况的理想解决方案。主要的权衡在于零件复杂性和生产速度之间。
工艺速度和吞吐量
对于垫圈、衬套或药片等简单、大批量的零件,传统的模具压制速度更快、更经济。其循环时间以秒或秒的几分之一计算,而等静压的循环时间通常要长得多。
模具和设备成本
用于等静压的高压容器代表着大量的资本投资。此外,柔性模具的寿命是有限的,并且通常不如冷压中使用的硬化钢模具耐用,这可能会随着时间的推移影响模具成本。
烧结前的尺寸精度
刚性模具在“生坯”状态下对零件的外尺寸提供了精确的控制。等静压使用柔性模具,在烧结前可能存在略微的尺寸变化,尽管其优异的密度均匀性通常会导致烧结后最终尺寸控制更好。
为您的应用做出正确的选择
选择正确的压实方法需要将工艺能力与您的主要目标相匹配。
- 如果您的主要重点是简单形状的高产量制造: 传统冷压提供了无与伦比的速度和成本效益。
- 如果您的主要重点是最大性能和可靠性: 等静压对于为航空航天、医疗或国防等关键应用制造无缺陷、均匀的部件至关重要。
- 如果您的主要重点是生产复杂或不规则的几何形状: 等静压通常是唯一技术上可行的方法。
- 如果您的主要重点是研发或原型制作: 对于等静压而言,柔性模具相对较低的成本,使其在小批量和设计迭代方面比加工新硬模具更经济。
最终,您的选择取决于对最终零件所需性能和生产经济现实的清晰理解。
总结表:
| 方面 | 等静压 | 冷压 |
|---|---|---|
| 密度均匀性 | 高,贯穿均匀 | 因模具壁摩擦而变化 |
| 零件复杂性 | 可处理复杂形状(例如,凹槽、长圆柱体) | 限于简单形状 |
| 生坯强度 | 更高,减少破损 | 较低,更容易损坏 |
| 生产速度 | 较慢,循环时间较长 | 更快,适合大批量 |
| 模具成本 | 较高的初始成本,柔性模具 | 较低,耐用的刚性模具 |
| 最适合 | 关键应用(例如,航空航天、医疗) | 大批量、简单零件 |
准备好通过精密压实提升您实验室的能力了吗? KINTEK 专注于实验室压机设备,包括等静压机、自动实验室压机和加热实验室压机,旨在为复杂部件提供均匀的密度和卓越的性能。无论您身处航空航天、医疗领域还是研发部门,我们的解决方案都能确保可靠性和效率。 立即联系我们 讨论我们如何支持您的实验室需求并推动您的创新向前发展!
图解指南