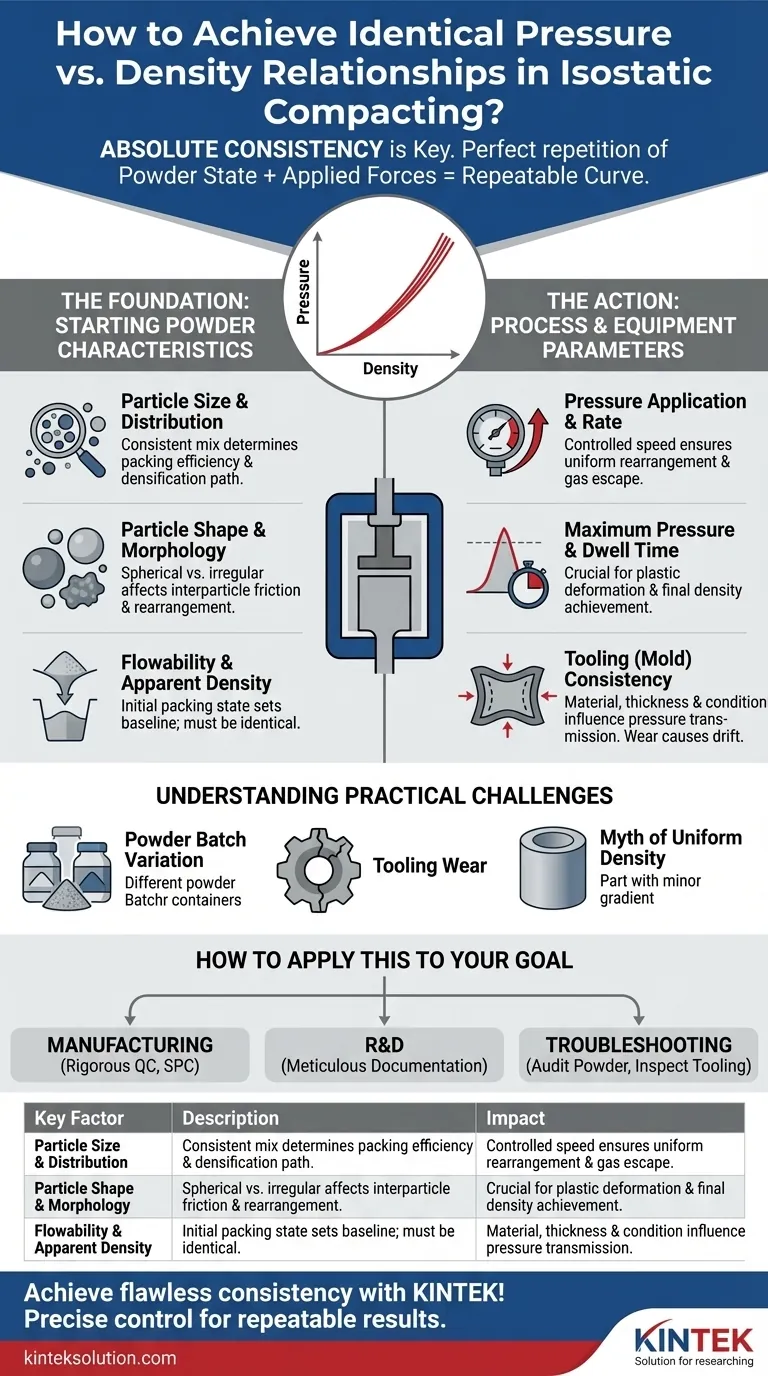
要在等静压成型中实现相同的压力与密度关系,您必须确保起始粉末特性和每个周期的工艺参数都绝对一致。只有完美重复初始材料状态和施加力,才能获得可重复的压实曲线。
核心挑战不在于发现一个单一的条件,而在于实施严格的过程控制。压力-密度关系是材料的“指纹”;要获得相同的“指纹”,您必须从完全相同的“手指”(粉末)开始,并以完全相同的方式(工艺)进行按压。
基础:起始粉末特性
压实零件的最终密度从根本上取决于您使用的粉末的特性。任何差异都会直接导致压力-密度曲线的偏差。
粒径和分布
粉末颗粒的大小以及不同尺寸的混合方式决定了它们能多有效地堆积在一起。一致、明确的粒度分布对于填充较大颗粒之间的空隙至关重要,这是致密化的主要机制。
颗粒形状和形态
球形颗粒的流动和堆积行为往往比不规则、有棱角或片状颗粒更可预测。球形颗粒之间的摩擦力(即颗粒间摩擦力)较低,使它们在压力下更容易重新排列。
流动性和表观密度
在施加任何压力之前,粉末在模具中的起始密度称为表观密度。这种初始堆积状态是您的基线。为了获得可重复的曲线,每次运行的表观密度必须相同,这要求粉末具有一致的流动特性。

行动:工艺和设备参数
一旦粉末进入模具,您施加压力的方式将决定最终密度的路径。工艺中的不一致是第二个主要变化来源。
压力施加和速率
增加压力的速度是一个关键变量。受控、可重复的加压速率可确保任何被困气体都能逸出,并且颗粒有时间均匀地重新排列。突然施加压力会导致密度梯度。
最大压力和保压时间
虽然看似显而易见,但达到完全相同的峰值压力是必不可少的。此外,保压时间——部件在最大压力下保持的时长——也至关重要。这段时间允许时间依赖性塑性变形和颗粒重新排列,从而进一步增加密度。
模具(模具)一致性
等静压中使用的柔性模具是系统的关键部分。其材料、厚度和使用寿命都会影响压力传递到粉末的方式。磨损、变硬或更换的模具将无法产生与新模具相同的结果。
理解实际挑战
在现实世界的制造或研究环境中,实现理论上“相同”的关系是一种理想。实际目标是将关系保持在严格的、统计控制的工艺窗口内。
粉末批次间差异
这是最常见的工艺漂移来源之一。来自不同批次生产,甚至来自不同供应商的粉末,可能在粒径、形状或纯度上存在细微差异,从而显著改变压实行为。
均匀密度之神话
尽管等静压与其他方法相比能产生独特均匀的密度,但仍然可能存在微小的梯度。目标是使这些梯度可重复。粉末装载技术和模具设计等因素会影响这一点。
模具磨损和退化
弹性体模具是消耗品。它们在每次循环中都会疲劳、拉伸和变硬。这种退化是渐进但不可避免的,它将导致压力-密度关系在工具寿命期间发生漂移。
如何将此应用于您的目标
您实现一致性的策略取决于您的目标。运用这些原则,将您的精力集中在最有影响力的方面。
- 如果您的主要重点是大批量生产:对所有粉末批次实施严格的进料质量控制,并使用统计过程控制(SPC)来监控过程,实时标记任何偏差。
- 如果您的主要重点是研究和开发:详细记录每次实验的所有粉末特性(尺寸、形状、形态、纯度)和工艺参数(加压速率、保压时间),以确保您的结果有效且可重复。
- 如果您的主要重点是解决工艺不一致问题:首先审计您的粉末供应以检查批次间差异,并检查您的工装是否存在磨损,因为这些是最常见的原因。
通过系统地控制这些粉末和工艺变量,您可以确保您的部件具有稳定且可预测的压力-密度关系。
总结表:
| 关键因素 | 描述 | 对压力-密度关系的影响 |
|---|---|---|
| 粒径和分布 | 一致的粒径混合 | 决定堆积效率和致密化路径 |
| 颗粒形状和形态 | 球形与不规则形状 | 影响颗粒间摩擦和压力下的重新排列 |
| 流动性和表观密度 | 初始粉末堆积状态 | 设定密度的基线;必须一致才能重复 |
| 压力施加和速率 | 增压速度 | 确保颗粒均匀重新排列和气体逸出 |
| 最大压力和保压时间 | 峰值压力和保持时长 | 对于塑性变形和最终密度实现至关重要 |
| 模具(模具)一致性 | 模具的材料、厚度和状况 | 影响压力传递;磨损会导致结果漂移 |
使用 KINTEK 实现等静压成型过程的完美一致性!我们的专业实验室压机,包括自动实验室压机、等静压机和加热实验室压机,旨在对压力和密度关系进行精确控制。无论您是从事大批量生产、研发还是故障排除,KINTEK 的设备都能通过保持严格的粉末和工艺参数来确保可重复的结果。不要让差异阻碍您——立即联系我们,了解我们的解决方案如何提高您实验室的效率和产品质量!
图解指南