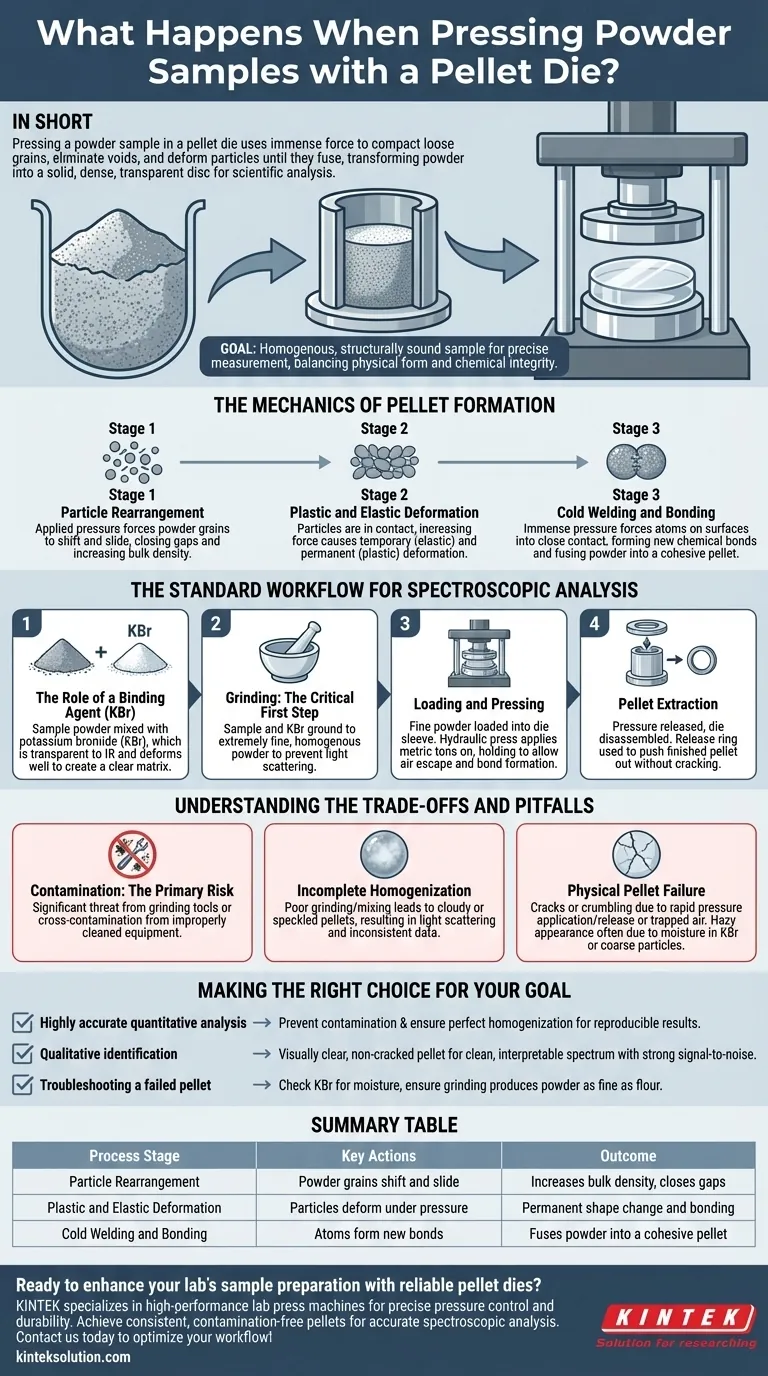
简而言之,在压片模具中按压粉末样品会利用巨大的力来压实松散的颗粒,消除空隙,并使颗粒变形,直到它们融合在一起。这个过程将粉末转化为一种坚固、致密且通常透明的圆盘,称为压片(pellet),这对于某些类型的科学分析非常理想。
最终目标不仅仅是制作一个固体圆盘,而是为精确测量创建一个均匀且结构稳固的样品。整个过程,从研磨到按压,是在实现必要的物理形态和保持被分析材料的化学完整性之间的一种平衡。
压片形成机制
当粉末在模具中承受数吨的力时,它会经历一个明确的多阶段转变过程,从松散的材料变成固体物体。理解这个过程是制作高质量压片的关键。
阶段 1:颗粒重排
最初,施加的压力使粉末颗粒相互移动和滑动。这会关闭颗粒之间的大间隙和气穴,从而大大提高材料的堆积密度。
阶段 2:塑性和弹性形变
一旦颗粒直接接触且无法再重排,增加的力就会开始使它们变形。这以两种方式发生:弹性形变,即如果释放压力,颗粒会弹回原来的形状;以及塑性形变,这是一种永久性变化。
阶段 3:冷焊和粘合
塑性形变过程中产生的巨大压力使得单个颗粒表面的原子接触得非常紧密,以至于它们形成新的化学键。这种“冷焊”最终将粉末熔合成一个单一的、内聚的压片,使其在从模具中取出后保持形状。

光谱分析的标准工作流程
对于傅里叶变换红外(FTIR)光谱等技术,目标是制作对红外光透明的压片。这需要一个特定且细致的工作流程。
粘合剂(KBr)的作用
样品粉末几乎总是与更大量的盐混合,通常是溴化钾(KBr)。使用KBr是因为它对红外辐射是透明的,并且其晶体结构在压力下会很好地变形,为样品创造一个清晰、类似玻璃的基质。
研磨:关键的第一步
样品和KBr通常用研钵和研杵一起研磨,直到形成极其精细、均匀的粉末。这一步对于防止最终压片中的光散射(这会掩盖分析结果)至关重要。
装填和按压
将细粉末小心地装入模具套筒中。然后,液压机施加数吨的载荷,保持压力一到两分钟,以使空气逸出并形成键合。
压片取出
释放压力后,小心地拆卸模具。通常会将一个脱模环放在模具主体上,使压机能够将成品压片推出套筒,而不会使其破裂或碎裂。
理解权衡和陷阱
制作完美的压片是一种技能。您的分析的完整性取决于在样品制备过程中避免一些常见但关键的错误。
污染:主要风险
污染是准确结果的最大威胁。它可能来自研磨工具(例如,玛瑙研钵的玛瑙)或更常见地来自由于设备未从上一个样品中正确清洁而导致的交叉污染。
均质化不完全
如果样品研磨得不够细或与KBr混合得不够彻底,所得的压片将是浑浊的或含有可见的斑点。这会导致光散射和样品浓度不一致,从而产生低质量的光谱。
压片物理损坏
如果压力施加或释放过快,导致空气滞留,压片可能会破裂或碎裂。雾状或不透明的外观通常表明KBr吸收了水分(KBr是吸湿性的)或未研磨得足够细的颗粒。
为您的目标做出正确的选择
您应用的严谨程度取决于您分析的目标。使用以下指南来集中您的精力。
- 如果您的主要重点是高精度的定量分析:您的首要任务是防止污染并确保完美的均质化以获得可重复的结果。
- 如果您的主要重点是定性鉴定:一个视觉清晰、无裂纹的压片对于获得具有强信噪比的清晰、可解释的光谱至关重要。
- 如果您正在对失败的压片进行故障排除:首先,通过确保您的KBr是干燥的来检查水分,然后确保您的研磨技术产生的粉末像面粉一样细。
最终,一个准备充分的压片是高质量光谱数据的基础。
总结表:
| 过程阶段 | 关键操作 | 结果 |
|---|---|---|
| 颗粒重排 | 粉末颗粒滑动和移动 | 增加堆积密度,闭合间隙 |
| 塑性和弹性形变 | 颗粒在压力下变形 | 永久性形状变化和键合 |
| 冷焊和粘合 | 原子形成新键 | 将粉末熔合成一个内聚的压片 |
准备好使用可靠的压片模具来增强您的实验室样品制备工作了吗? KINTEK 专注于高性能实验室压片机,包括自动、等静压和加热实验室压片机,专为满足实验室对精确压力控制和耐用性的需求而设计。为精确的光谱分析获得一致、无污染的压片——立即联系我们,讨论我们的解决方案如何优化您的工作流程并改善您的结果!
图解指南
相关产品
- 用于傅立叶变换红外光谱仪的 XRF KBR 钢环实验室粉末颗粒压制模具
- 用于FTIR的XRF KBR塑料环实验室粉末压片模具
- 实验室用 XRF 硼酸粉颗粒压制模具
- 用于样品制备的实验室环压模具
- 无需脱模的实验室红外线冲压模具



















