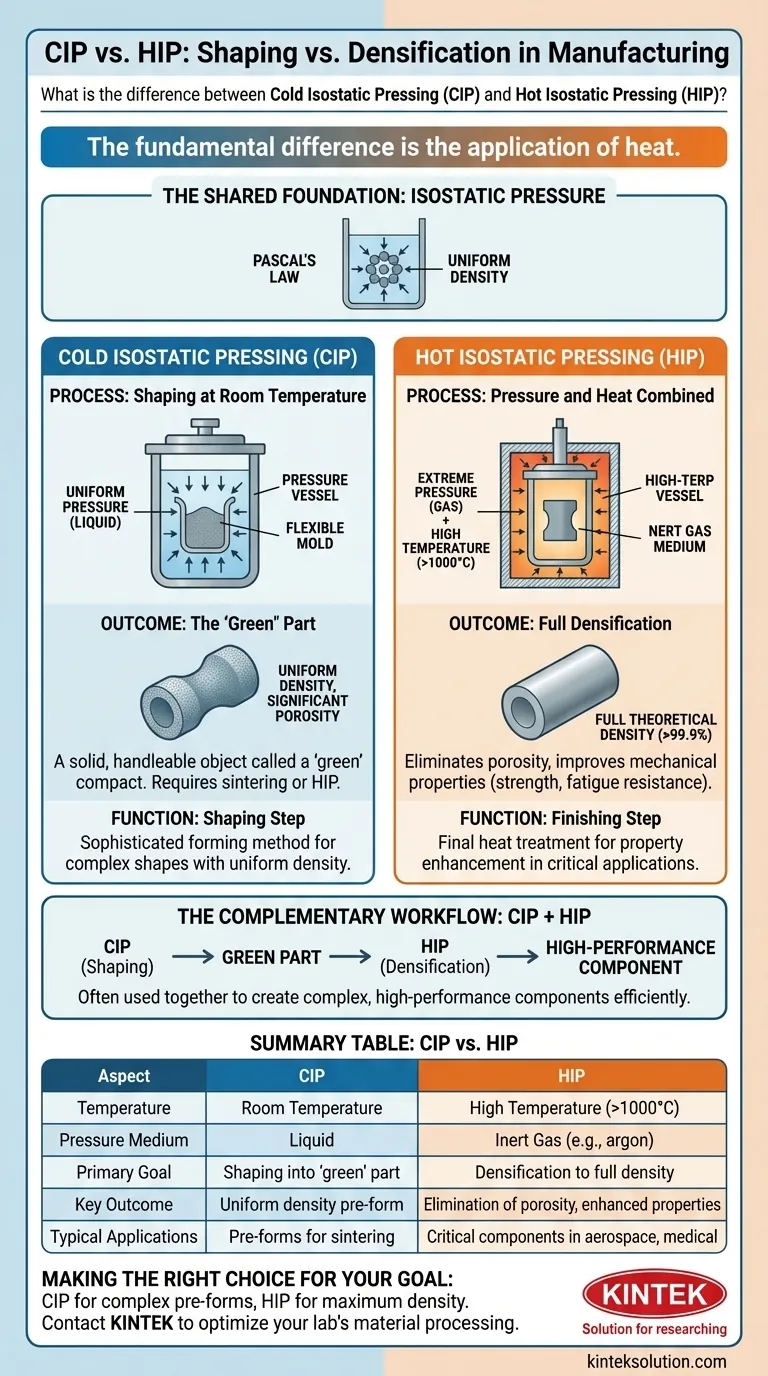
根本区别在于热量的施加。CIP在室温下使用均匀的压力将粉末压实成固体形状,称为“生坯”(green part)。相比之下,HIP同时施加极高的压力和高温,以消除内部孔隙并制造出完全致密、高性能的部件。
在这些方法之间做出选择不仅仅是关于温度;它是一个关于制造阶段的战略决策。CIP主要是一种用于制造均匀中间部件的成型工艺,而HIP是一种用于实现最终材料性能的致密化工艺。
共同基础:等静压
什么是等静压?
所有等静压都基于帕斯卡定律,该定律指出施加到封闭流体上的压力会均匀地向所有方向传递。
在制造中,这意味着将一个部件,通常由粉末制成,放置在一个压力容器内。然后,流体介质从各个方向施加相等的压力,确保高度均匀的压实。
目标:均匀的密度
与单向压制(从一个或两个方向压制)可能产生密度差异不同,等静压最大限度地减少了这些差异。这种均匀性对于防止后续加热阶段的变形或开裂以及实现可预测的最终性能至关重要。
深入了解冷等静压 (CIP)
工艺:室温成型
在CIP中,粉末材料被密封在一个由橡胶、氨基甲酸乙酯或PVC制成的柔性弹性体模具中。然后将该密封模具浸入装满液体的压力容器中。
容器被加压,通常在室温下,导致液体均匀地压缩模具。这会将粉末压实成一个保持模具形状的固体物体。
结果:“生坯”部件
CIP的结果不是最终部件。它是一个坚实的、可操作的物体,称为“生坯”压制品("green" compact)。
这个生坯部件密度均匀,但仍然含有大量的孔隙。它具有所需的形状,但缺乏最终的强度和性能,需要后续的高温工艺(如烧结或HIP)才能完全致密化。
深入了解热等静压 (HIP)
工艺:压力与热量的结合
HIP在同时也是压力容器的高温炉中进行。压力介质不是液体,而是高压惰性气体,例如氩气。
部件被加热到极高温度,通常超过1000°C,使材料软化。同时,施加巨大的气体压力,使材料内部的任何内部空隙或孔隙塌陷。
结果:完全致密化
HIP的目的是实现理论上的完全密度,通常高于99.9%。通过消除内部孔隙,该工艺极大地改善了强度、疲劳阻力、耐用性等机械性能。
HIP用于已经成型的部件,例如来自CIP的生坯部件、预烧结部件,甚至金属铸件,以修复内部缺陷并最大化性能。
理解权衡和关系
CIP是一种成型步骤
将CIP视为一种复杂的成型方法。它的主要优势是在施加任何热量之前就能以高度均匀的密度生产出复杂的形状。这使其成为制造高质量预成品的理想准备步骤。
HIP是一种精加工步骤
将HIP视为一种完善材料内部结构的全过程热处理。它的价值在于性能增强,而不是初始成型。它是用于关键应用的理想工艺,在这些应用中材料故障是不可接受的,例如航空航天或医疗植入物。
互补的工作流程:CIP + HIP
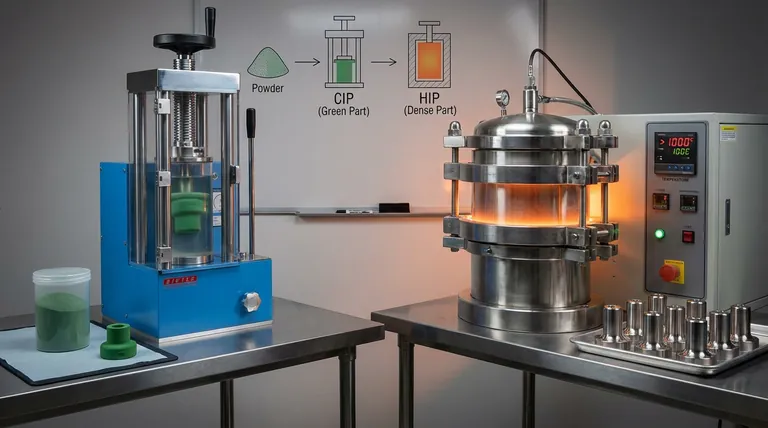
CIP和HIP不总是相互排斥的选择;它们通常在一个强大的顺序中协同工作。制造商可以使用CIP制造复杂的生坯部件,然后使用HIP将该部件固结到完全密度。这种两步法利用了两种方法的优势,以高效地制造出复杂的高性能部件。
为您的目标做出正确的选择
选择正确的工艺需要清楚地了解部件的最终用途要求。
- 如果您的主要重点是为后续烧结制造具有均匀密度的复杂预成型件: CIP是最有效和经济的选择。
- 如果您的主要重点是在成品中实现最大密度和卓越的机械性能: HIP是消除孔隙和最大化性能的必要工艺。
- 如果您的主要重点是为关键任务应用制造复杂部件: 先使用CIP成型,然后使用HIP致密化的组合通常是最佳途径。
理解这种区别可以将您的选择从简单的温度偏好转变为对部件整个制造生命周期的战略决策。
总结表:
| 方面 | 冷等静压 (CIP) | 热等静压 (HIP) |
|---|---|---|
| 温度 | 室温 | 高温(例如 >1000°C) |
| 压力介质 | 液体 | 惰性气体(例如氩气) |
| 主要目标 | 成型为“生坯”部件 | 致密化至完全密度 |
| 关键结果 | 均匀密度的预成型件 | 消除孔隙,增强性能 |
| 典型应用 | 烧结预成型件 | 航空航天、医疗领域的关键部件 |
准备好优化您实验室的材料加工了吗? KINTEK 专注于实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,旨在精确高效地满足实验室在材料成型和致密化方面的需求。无论您是使用CIP制造均匀的预成型件,还是使用HIP制造高性能部件,我们的解决方案都能增强您的工作流程和结果。立即联系我们讨论我们如何支持您的具体要求,推动您的创新向前发展!
图解指南