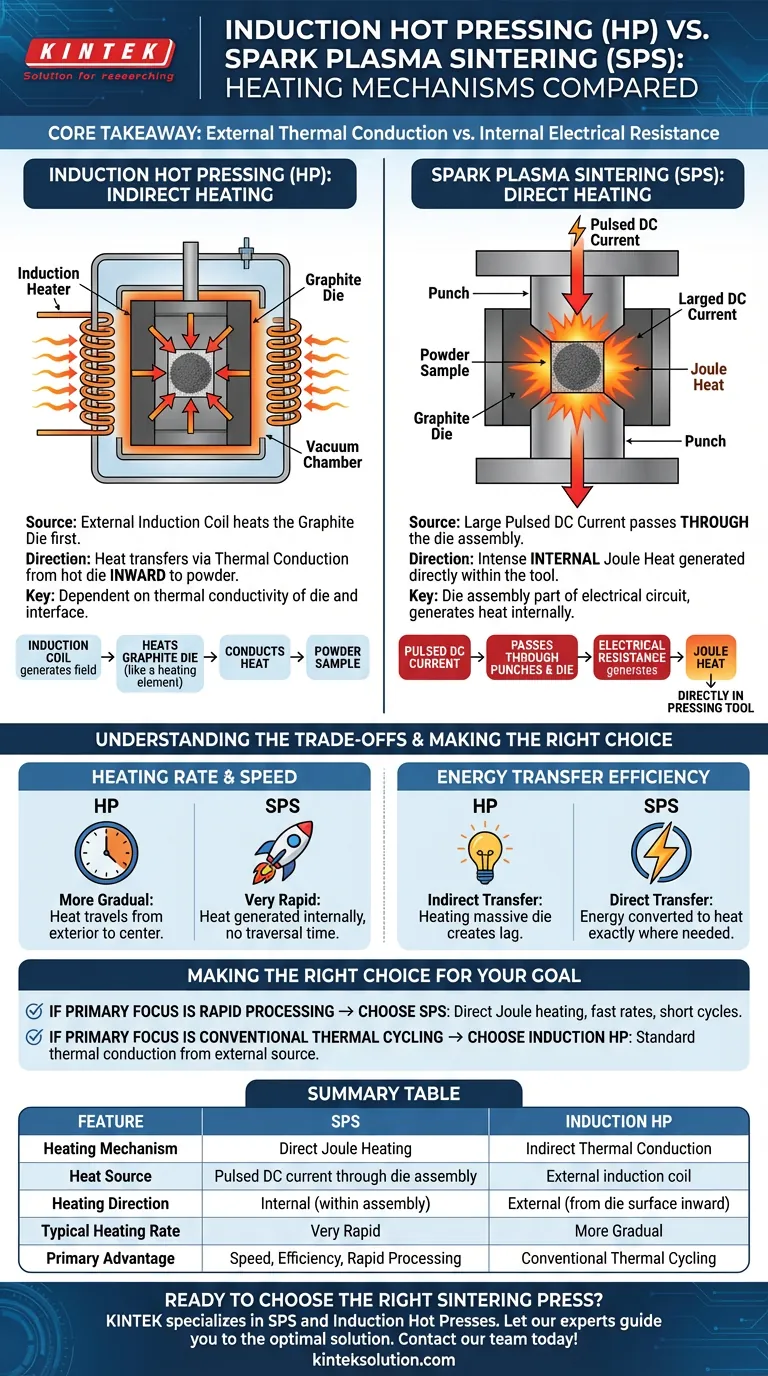
根本区别在于热量产生的方向和来源。感应热压 (HP) 依赖于间接加热,其中外部感应线圈加热石墨模具,然后通过传导将热能向内传递到粉末。相比之下,放电等离子烧结 (SPS) 则利用直接加热,通过模具组件直接传递大脉冲直流电以产生强烈的内部焦耳热。
核心要点:在这些方法之间进行选择,就是选择外部热传导和内部电阻。SPS 从组件内部产生热量以实现快速升温,而感应 HP 则依赖于热量从外部向内部传播。
分析传热机制
要了解哪种方法适合您的材料加工需求,您必须了解能量如何传递到样品。
感应热压 (HP):间接方法
在感应 HP 中,热源与样品物理分离。感应线圈位于模具组件外部。
该线圈首先加热石墨模具。模具有效地充当加热元件。
然后,热能必须从热模具向内传导到粉末样品。这使得加热过程依赖于模具的热导率以及模具与粉末之间的界面。
放电等离子烧结 (SPS):直接方法
SPS 通过使模具组件成为电路的一部分,从根本上改变了热路径。
系统通过冲头和石墨模具本身驱动大脉冲直流电。
由于模具组件具有电阻,通过的电流会在内部产生焦耳热。这导致热量直接在压制工具内部产生,而不是等待其从外部来源到达。

理解权衡
加热机制的差异导致在速度和效率方面具有独特的运行特性。
加热速率和速度
由于 SPS 通过电阻内部产生热量,因此可以实现样品的快速加热。能量不必穿过模具厚度即可到达粉末。
感应 HP 本质上受热传导速率的限制。热量必须从模具的外表面传播到中心,与 SPS 相比,加热曲线更加平缓。
能量传递效率
SPS 代表了更直接的能量传递。通过利用组件的电阻,能量被转化为所需位置的热量。
感应 HP 涉及一个中间步骤——首先加热巨大的模具——这不可避免地会在能源和目标样品之间产生滞后。
为您的目标做出正确选择
虽然两种方法都需要能够承受 1000°C 以上温度的复杂真空或气氛炉,但加热机制决定了它们的性能。
- 如果您的主要关注点是快速加工:选择SPS,因为直接焦耳加热可以实现快速的加热速率和更短的循环时间。
- 如果您的主要关注点是常规热循环:选择感应 HP,它通过外部来源的标准热传导提供热量。
最终,SPS 通过直接电加热提供动力学优势,而感应 HP 则依赖于热传导的传统物理学。
摘要表:
| 特征 | 放电等离子烧结 (SPS) | 感应热压 (HP) |
|---|---|---|
| 加热机制 | 直接焦耳加热 | 间接热传导 |
| 热源 | 通过模具组件的脉冲直流电 | 外部感应线圈 |
| 加热方向 | 内部(从组件内部) | 外部(从模具表面向内) |
| 典型加热速率 | 非常快 | 更平缓 |
| 主要优势 | 速度、效率、快速加工 | 常规热循环 |
准备好为您的实验室选择合适的烧结压机了吗?
了解基本的加热机制是优化材料合成的第一步。合适的设备对于在烧结材料中实现所需的密度、微观结构和性能至关重要。
KINTEK 专注于先进的实验室压机,包括放电等离子烧结 (SPS) 系统和感应热压机。我们帮助研究人员和实验室为他们的特定应用选择完美的解决方案,无论是通过 SPS 进行快速原型制作还是通过感应 HP 进行受控烧结。
让我们的专家为您指导最佳解决方案。我们提供:
- 技术咨询:确定 SPS 或感应 HP 是否最适合您的材料和目标。
- 高性能设备:可靠的自动实验室压机、等静压机和加热实验室压机。
- 无与伦比的支持:从安装到持续维护。
不要让加热机制成为您研究的瓶颈。立即联系我们的团队讨论您的项目需求,并了解 KINTEK 如何增强您实验室的能力。
图解指南