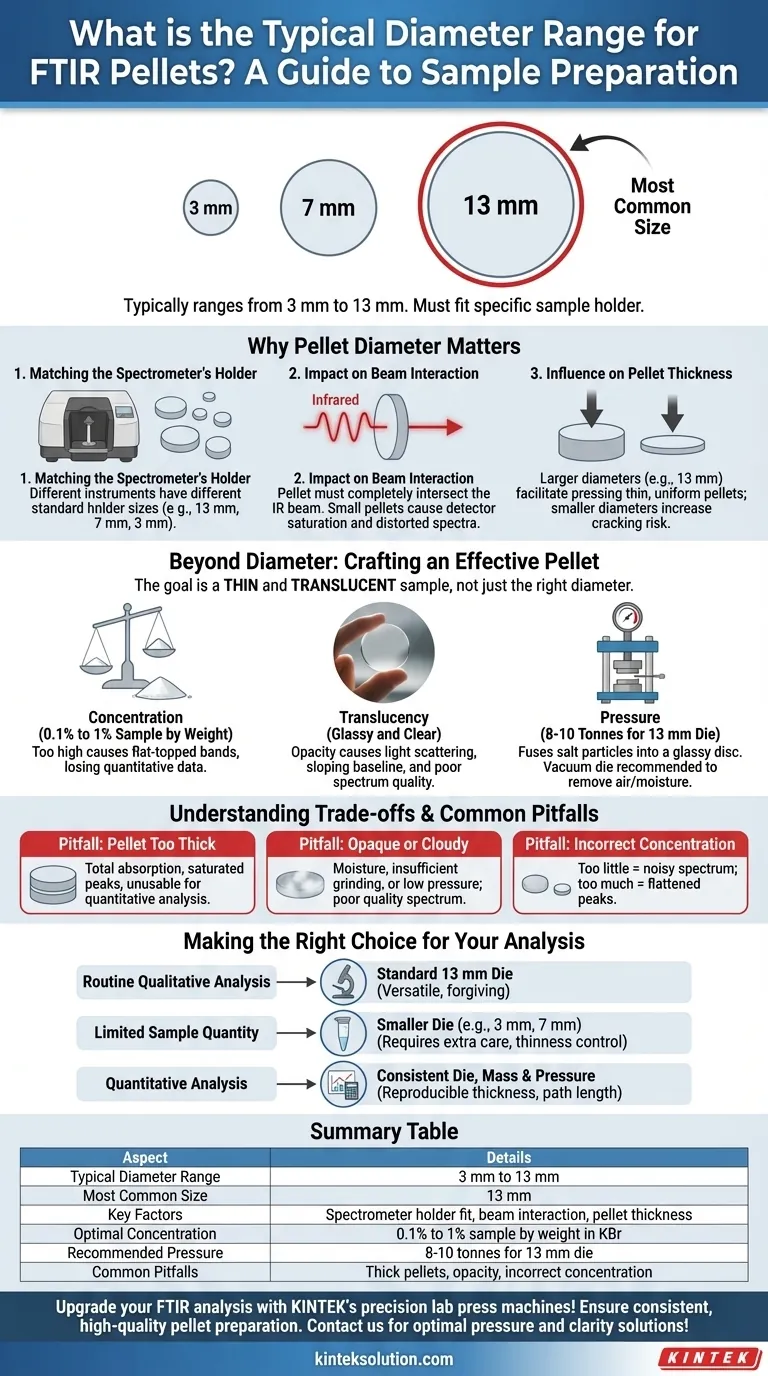
在准备用于 FTIR 分析的样品时, 所需压片的典型直径范围是 3 毫米到 13 毫米。最常见的尺寸是 13 毫米,但所需的直径最终取决于您的 FTIR 光谱仪的具体样品座设计。
虽然压片的直径必须适合光谱仪的样品座,但真正的目标是制作一个又薄又半透明的样品。实现正确的样品浓度和压制技术对于成功的分析来说,比选择特定的直径要关键得多。
为什么压片直径很重要
压片的物理尺寸是成功测量的第一个检查点。尺寸不正确的压片会在您将其放入仪器之前就使分析变得不可能。
与光谱仪样品座的匹配
限制压片直径的主要因素是样品座的物理尺寸。不同的仪器制造商使用不同的标准尺寸,其中 13 毫米是最常见和最通用的。
用于微量取样的较小样品座,通常是 3 毫米或 7 毫米,在样品量极其有限的情况下也可以使用。
对光束相互作用的影响
压片必须足够大,以完全截住仪器的红外光束。
如果红外光束绕过太小的压片边缘,检测器会接收到未衰减的光。这会导致光谱失真、不准确,并出现严重倾斜的基线和错误的吸光度值。
对压片厚度的影响
使用较大直径的模具(例如 13 毫米)更容易压制出非常薄且均匀的压片。使用较小直径的模具实现相同的薄度更具挑战性,并可能增加压片破裂的风险。

超越直径:制作有效的压片
直径是一个简单的物理要求。然而,光谱的质量完全取决于您制作的压片的物理光学特性。
浓度的关键作用
您的样品与盐基质(通常是溴化钾,KBr)的比例至关重要。一个常见的经验法则是样品浓度占总重量的 0.1% 到 1%。
如果浓度太高,吸收峰将出现“顶部平坦”的现象。这意味着在那些频率上的所有光都被吸收了,您将失去所有的定量信息。
实现半透明性
理想的压片不是不透明或浑浊的,而是 玻璃状且半透明 的。不透明是由颗粒太大或盐中含有水分引起的散射造成的。
这种散射效应会导致基线倾斜和峰形失真,从而影响数据的质量。实现半透明性需要将样品和 KBr 精细研磨,并确保 KBr 绝对干燥。
压力的重要性
需要足够的压力才能将盐颗粒熔合在一起形成一个单一的玻璃盘,从而消除导致散射的空气空隙。
对于标准的 13 毫米模具,通常 8-10 吨的载荷 就足够了。强烈建议使用真空压片模具,因为它在压制过程中会去除捕获的空气和水分,从而获得更清晰的压片。
理解权衡和常见陷阱
制作一个好的压片是一项需要练习的技术。了解常见的失败原因可以帮助您排除故障。
陷阱:压片太厚
太厚的压片(通常是由于模具中总材料过多造成的)会导致完全吸收。即使是中等强度的峰也会饱和,无法用于定量分析。
陷阱:压片不透明或浑浊
这是最常见的失败模式。它表明 KBr 吸收了水分、样品/KBr 没有磨得足够细,或者施加的压力不足。浑浊的压片将产生低质量的光谱。
陷阱:使用不正确的样品浓度
样品太少会导致信噪比差的光谱,其中微弱的峰会丢失。如前所述,样品太多会导致强峰变平,使数据不可靠。
为您的分析做出正确的选择
您的分析目标应该指导您的压片制备策略。
- 如果您的主要重点是常规定性分析: 标准的 13 毫米模具是最通用和最宽容的选择,可以更容易地制作出薄而均匀的压片。
- 如果您处理的样品量非常有限: 必须使用较小直径的模具(例如 3 毫米或 7 毫米),但需要格外小心以达到正确的薄度和避免使基质过载。
- 如果您目标是定量分析: 一致性是至关重要的。对所有标准品和未知样品使用相同的模具、样品质量和压制力,以确保可重复的压片厚度和光程长度。
最终,制作一个高质量、半透明的压片是获得可靠 FTIR 光谱的真正关键。
摘要表:
| 方面 | 详细信息 |
|---|---|
| 典型直径范围 | 3 毫米至 13 毫米 |
| 最常见尺寸 | 13 毫米 |
| 关键因素 | 光谱仪样品座匹配、光束相互作用、压片厚度 |
| 最佳浓度 | KBr 中样品重量占 0.1% 至 1% |
| 推荐压力 | 13 毫米模具需 8-10 吨 |
| 常见陷阱 | 压片太厚、不透明、浓度不正确 |
使用 KINTEK 的精密实验室压片机升级您的 FTIR 分析! 无论您使用的是自动实验室压片机、静水压片机还是加热实验室压片机,我们的设备都能确保实验室获得一致、高质量的压片制备。使用最佳的压力和清晰度获得可靠的结果——立即联系我们,找到满足您需求的完美解决方案!
图解指南
相关产品
- 用于傅立叶变换红外光谱仪的 XRF KBR 钢环实验室粉末颗粒压制模具
- 用于FTIR的XRF KBR塑料环实验室粉末压片模具
- 用于 KBR 傅立叶变换红外光谱仪的 2T 实验室液压压粒机
- XRF KBR 傅立叶变换红外实验室液压压粒机
- 实验室用红外线压模
















