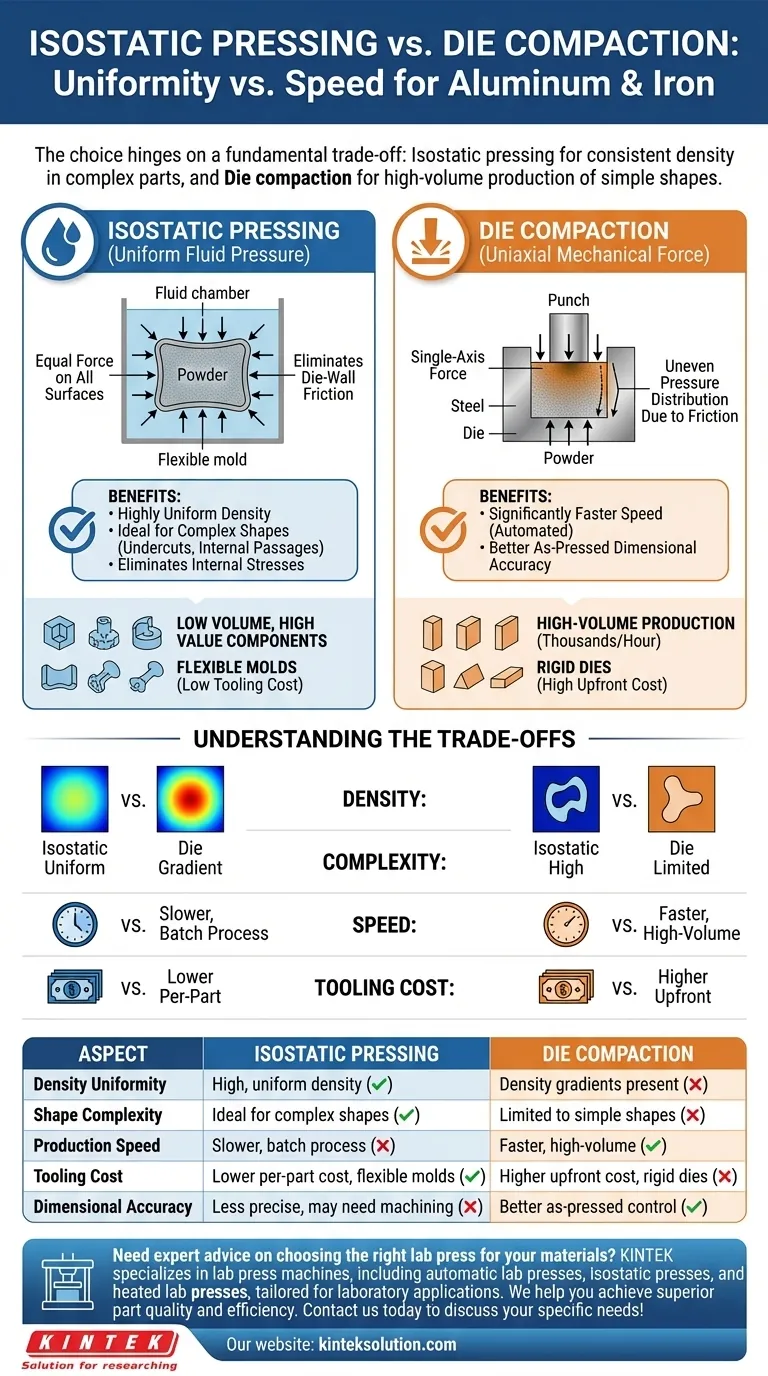
从本质上讲,在铝和铁等材料上选择等静压还是模压,取决于最终零件的均匀性与生产速度之间的根本权衡。等静压使用均匀的流体压力来实现非常一致的密度,非常适合复杂或高性能的零件。相比之下,模压使用机械的单轴力,这对于大批量生产要快得多,但可能会在零件内部引入密度变化。
关键区别不在于材料,而在于力的几何形状。等静压从各个方面均匀地“挤压”粉末,消除内摩擦并确保密度均匀。模压则从一个或两个方向“冲压”,这更快,但会产生密度梯度,尤其是在较高或更复杂的零件中。
根本区别:压力施加方式
压制方法直接决定了元件的最终性能。核心区别在于力如何传递给粉末。
等静压:均匀的流体压力
在等静压中,金属粉末(如铝或铁)放置在柔性密封模具中。然后将此模具浸入流体腔中,对流体加压,同时对模具的每个表面施加相等的力。
这种全方位的压力确保了整个零件体积的压实都是均匀的。它完全消除了密度变化的主要原因:模壁摩擦。
模压:单轴机械力
模压,通常称为冷压,使用刚性钢模具和一个或多个机械冲头。粉末填充模腔,冲头沿单个轴(自上而下,有时也自下而上)将其压缩。
尽管冲头的力很大,但由于与刚性模壁的摩擦,其在粉末中的传递会受到阻碍。这导致压力分布不均,从而导致密度不均。

对材料性能和零件几何形状的影响
这些不同的施压方法对最终产品有直接影响,无论材料是铝、铁还是其他金属粉末。
密度均匀性
等静压生产的零件具有高度均匀的密度。由于压力从各个方向施加,粉末的每个区域都以几乎相同的程度被压实。
然而,模压会产生密度梯度。最靠近移动冲头的零件区域密度最高,而零件中心和离冲头最远的区域密度最低,这是由于模壁摩擦的影响。
形状复杂性
等静压非常适合生产复杂形状。由于它使用柔性模具,它可以成形带有凹槽、复杂内部通道或高长径比的零件,而这些零件无法从刚性模具中取出。
模压仅限于简单、棱柱形的形状。零件必须能够在不损坏的情况下从模腔中推出,这限制了其几何形状。
了解权衡
选择方法不仅仅是实现完美的密度;它是工程和经济优先事项之间的平衡。
速度和吞吐量
模压明显更快。该过程易于自动化,每小时可生产数百甚至数千个零件,使其成为大批量制造的标准。
等静压是一个慢得多的批次过程。装载和卸载压力容器需要时间,限制了其吞吐量,使其更适合低批量、高价值的部件。
模具和成本
模压的模具需要昂贵、需要精确加工的硬化钢模具和冲头。这些前期成本很高,但在大批量生产中可以摊销。
等静压使用廉价的柔性模具(通常由聚氨酯或橡胶制成)。虽然压力容器本身是一项重大的资本投资,但单位零件的模具成本可能要低得多,这使其对原型制作和小批量生产具有吸引力。
尺寸精度
模压具有更好的压制后尺寸控制。刚性模腔提供了精确的净尺寸,最大程度地减少了对零件外尺寸进行后续加工的需要。
等静压的收缩率不太可预测。虽然密度是均匀的,但压制后的最终尺寸精度较低,通常需要二次加工以满足严格的公差要求。
为您的元件做出正确的选择
您的选择应以最终零件最关键的要求为指导。
- 如果您的主要重点是简单形状的大批量生产(如衬套或小齿轮): 模压是明确的选择,因为它在大规模生产中具有无与伦比的速度和低单位零件成本。
- 如果您的主要重点是复杂形状的均匀机械性能(如近净形成形涡轮叶片或医疗植入物): 等静压更胜一筹,因为它是保证此类几何形状密度和性能一致的唯一方法。
- 如果您的主要重点是消除高大零件的内部应力和缺陷: 等静压的均匀压力避免了在烧结过程中可能导致开裂的密度梯度,这是模压零件的常见风险。
- 如果您的主要重点是具有复杂特征的原型制作或小批量生产: 等静压提供了一条更具成本效益的途径,因为其模具比全套模具和冲头更容易、更便宜地制造。
通过了解压力方法决定了最终性能,您可以自信地为您的特定工程目标选择正确的压制工艺。
摘要表:
| 方面 | 等静压 | 模压 |
|---|---|---|
| 密度均匀性 | 高,密度均匀 | 存在密度梯度 |
| 形状复杂性 | 非常适合复杂形状 | 仅限于简单形状 |
| 生产速度 | 较慢,批次过程 | 较快,大批量 |
| 模具成本 | 较低的单位零件成本,柔性模具 | 较高的前期成本,刚性模具 |
| 尺寸精度 | 精度较低,可能需要机加工 | 压制后控制更好 |
需要专家建议,了解如何为您的材料选择合适的实验室压机? KINTEK 专注于实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,专为实验室应用量身定制。我们帮助您在研发中实现卓越的零件质量和效率。 立即联系我们 讨论您的具体需求,发现我们的解决方案如何使您的实验室受益!
图解指南