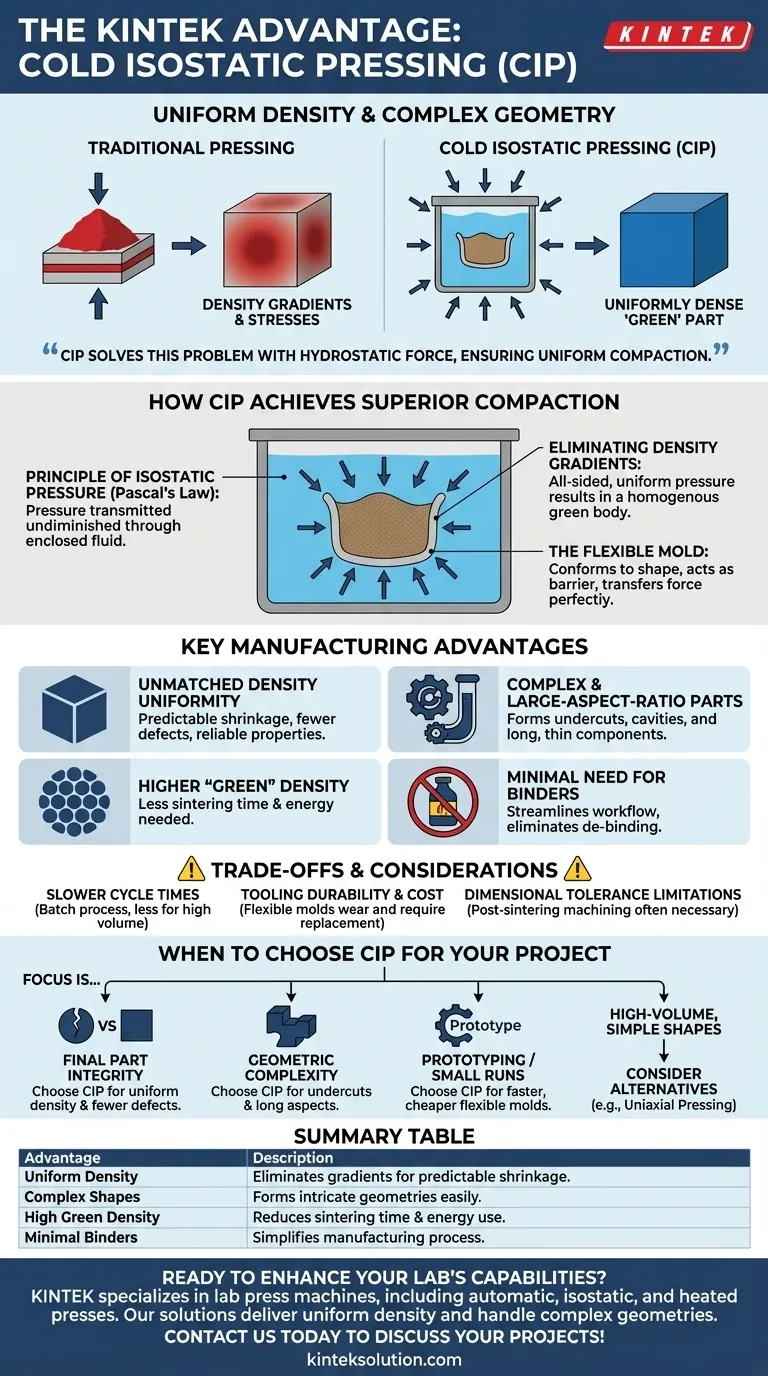
当均匀密度和复杂几何形状不可妥协时,冷等静压(CIP)相比传统压实方法具有明显的优势。通过从各个方向均匀施加液体压力,CIP 将粉末压实成具有异常均匀密度的固体形状。该工艺擅长制造复杂形状和高长径比组件,这些部件使用其他固结技术难以或不可能生产。
传统的压实方法,例如从一个或两个方向压实,必然会产生密度梯度和内部应力。冷等静压通过使用静水力解决了这个根本问题,从而生产出密度均匀的“生坯”部件,并在最终烧结过程中实现可预测的收缩。
CIP 如何实现卓越压实
冷等静压的有效性源于流体动力学的一个基本原理,这使其有别于机械压实。
等静压原理
该过程遵循帕斯卡定律,该定律指出施加到密闭流体上的压力会无损地传递到流体的每个部分和容器壁上。
在 CIP 中,粉末被密封在柔性弹性体模具中并浸没在液体中。当腔室加压时,压力从各个方向均匀地作用于模具,从而均匀地压实粉末。
消除密度梯度
单轴压实(涉及活塞将粉末推入刚性模具)会在冲头表面附近产生高密度区域,而在部件中部和角落产生低密度区域。这些梯度会导致烧结过程中翘曲、开裂和不可预测的收缩。
CIP 完全避免了这个问题。全方位、均匀的压力确保粉末的每个部分以相同的速率压实,从而形成均匀的生坯体。
柔性模具的作用
模具通常由聚氨酯、橡胶或其他弹性体制成。这种柔韧性是关键,因为它允许静水压力完美地适应所需的组件形状,无论其多么复杂。它充当粉末和加压液体之间的屏障,同时完美地传递力。

对制造的关键优势
CIP 独特的物理特性为金属、陶瓷、塑料和复合粉末带来了多项关键制造优势。
无与伦比的密度均匀性
这是 CIP 的主要优势。密度均匀的生坯体在烧结过程中收缩可预测且均匀,大大减少了因裂纹、变形或翘曲导致的部件故障。这带来了更高的成品率和更可靠的最终性能。
成型复杂和高长径比零件
由于压力不是从固定方向施加的,CIP 可以生产具有复杂几何形状、倒扣和内部腔体的零件。它还擅长制造长而薄的组件,如管材或棒材,这些组件如果使用传统压机制造,可能会破裂或出现严重的密度问题。
实现更高的“生坯”密度
巨大而均匀的压力(通常为 400 MPa 或更高)将粉末压实到接近其最大堆积密度。这种高初始“生坯”密度意味着在最终烧结阶段所需的收缩量更少,从而节省了能源和工艺时间。
对粘合剂的需求极少
许多传统粉末压实工艺需要蜡或聚合物粘合剂来赋予生坯部件强度,这些粘合剂随后必须在耗时且精密的“脱脂”步骤中烧掉。CIP 有效地压实粉末,因此通常可以减少或消除对这些粘合剂的需求,从而简化了整体工作流程。
了解权衡和注意事项
尽管功能强大,但 CIP 并非所有粉末压实需求的通用解决方案。了解其局限性对于做出明智的决策至关重要。
较慢的循环时间
CIP 本质上是一种批处理过程。装载粉末、密封模具、将其放入容器、加压、减压和卸载的步骤比高速、自动化的单轴压实耗时得多。这使得它不太适合用于非常大批量生产简单形状的部件。
模具耐用性和成本
柔性弹性体模具是 CIP 的“模具”。这些模具的使用寿命有限,会因使用而磨损、撕裂或降解,需要定期更换。这可能代表着显著的持续运营成本。
尺寸公差限制
尽管 CIP 能够很好地实现形状一致性,但压制生坯部件的尺寸精度可能低于硬质模具获得的精度。对于需要极高公差的应用,通常需要在烧结后进行研磨或机加工。
何时为您的项目选择 CIP
选择正确的压实方法完全取决于您特定组件的目标和限制。
- 如果您的主要关注点是最终部件的完整性:选择 CIP,因为它具有均匀的密度,这是最大程度减少烧结过程中缺陷、翘曲和不可预测收缩的最佳方法。
- 如果您的主要关注点是几何复杂性:当生产具有倒扣、内部腔体或长径比的零件,且这些零件无法使用刚性模具制造时,请选择 CIP。
- 如果您的主要关注点是批量生产简单形状:考虑单轴压实等替代方法,因为 CIP 的循环时间可能过慢,不具成本效益。
- 如果您的主要关注点是原型制作或小批量生产:CIP 可能具有优势,因为制造柔性模具通常比制造硬化钢模具更快、更便宜。
通过了解其原理,您可以利用冷等静压来制造否则无法实现的高完整性组件。
总结表:
| 优势 | 描述 |
|---|---|
| 均匀密度 | 消除密度梯度,实现可预测的收缩和更少的缺陷。 |
| 复杂形状 | 轻松形成复杂的几何形状和高长径比零件。 |
| 高生坯密度 | 实现更紧密的堆积,减少烧结时间和能耗。 |
| 极少粘合剂 | 减少或消除粘合剂,简化制造过程。 |
准备好通过可靠的粉末压实来提升您实验室的能力了吗? KINTEK 专注于实验室压机设备,包括自动实验室压机、等静压机和加热实验室压机,旨在满足材料科学和陶瓷等行业实验室的需求。我们的解决方案提供均匀密度并处理复杂几何形状,减少缺陷并提高效率。立即联系我们,讨论我们的设备如何使您的项目受益!
图解指南