高性能材料中的隐形敌人
在先进材料领域,最危险的敌人往往是看不见的:空间。组件内部深处的微观空隙和孔隙是无声的杀手。它们是裂纹的起点,是导致航空航天涡轮机、医疗植入物和关键工业零件灾难性故障的薄弱环节。
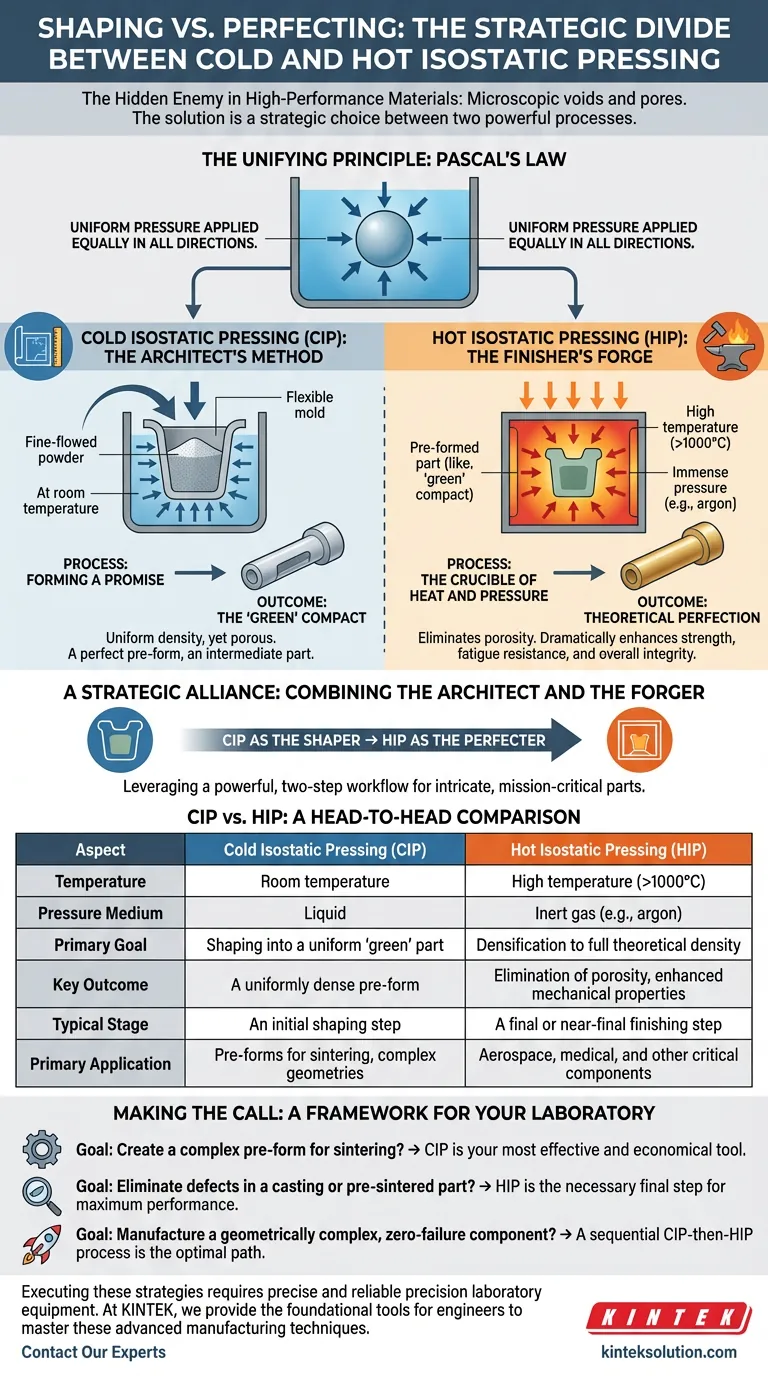
对抗这些空隙的斗争并非只靠一种武器。它需要在这两种强大工艺之间做出战略选择:冷等静压 (CIP) 和热等静压 (HIP)。理解它们的区别不仅仅是关于温度;而是关于理解塑形与完美的基本理念。
统一的原理:压力的确定性
这两种方法都建立在一个极其简单而优雅的基础上:帕斯卡定律。该定律指出,施加到封闭流体上的压力在所有方向上都均匀传递。
这与传统的单向或双向施力压制工艺有着根本性的区别。那是一种蛮力方法,常常会产生隐藏的不一致性和密度梯度——这些正是导致故障的缺陷。
等静压不同。通过将组件浸入流体介质中,它从所有侧面施加完全均匀的“挤压”。这是一个完全受控的过程,旨在为高性能零件创建可预测且均匀的基础。
冷等静压:建筑师的方法
想象一位建筑师正在绘制详细的蓝图。愿景已经完整,但结构尚未建造。这就是冷等静压 (CIP) 的作用。
工艺:形成承诺
在 CIP 中,将细粉末密封在柔韧的类橡胶模具中。然后将此模具放置在室温下的液体容器中。随着容器内压力的升高,液体以完美的均匀性压缩模具。
结果:“生坯”压坯
结果不是成品零件。它是一个坚固、可处理的物体,称为“生坯”压坯。它具有所需的精确形状,从简单的棒材到极其复杂的几何形状。它密度均匀,但仍有孔隙——这是最终组件的坚实承诺。
CIP 是一种塑形工艺。它的天才之处在于创造了一个完美的预制件,一个中间零件,没有在后续加热阶段会困扰它的密度变化。这是一种准备行为。
热等静压:终饰者的熔炉
如果 CIP 是建筑师,那么 HIP 就是将精心设计的金属件锻造成牢不可破的剑的大师级铁匠。
工艺:热量和压力的熔炉
HIP 将预制件(如 CIP 的生坯或金属铸件)置于残酷、变革性的环境中。在专用炉内,组件被加热到通常超过 1000°C 的温度,使材料软化到近乎塑性状态。
同时,泵入氩气等惰性气体,产生巨大的压力。热量和均匀压力的结合导致材料自身塌陷,将最后一点内部空隙和孔隙挤压消失。
结果:理论上的完美
HIP 的目标不是塑形,而是完善。它旨在达到 100% 的理论密度。通过消除孔隙率,HIP 极大地增强了材料的机械性能:其强度、抗疲劳性和整体完整性。这是为那些绝不允许失败的组件保留的工艺。
战略联盟:结合建筑师和铁匠
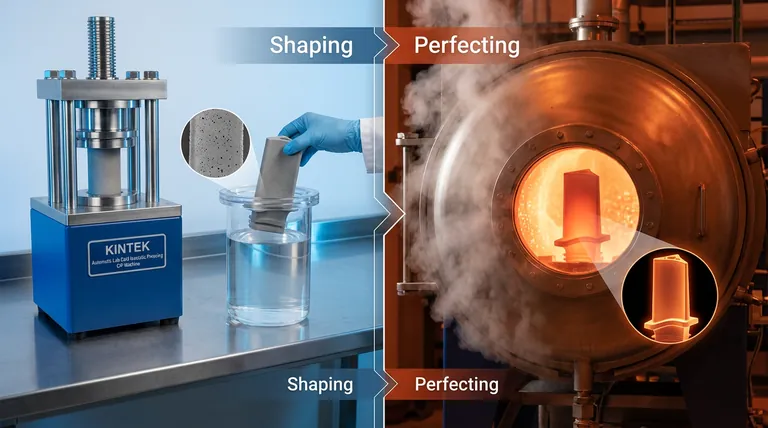
选择并非总是非此即彼。最具挑战性的应用通常利用强大的两步工作流程:
- CIP 作为塑形者:首先,使用 CIP 制造具有高度均匀密度的复杂组件。这确保了零件的几何形状在最终的、强烈的致密化步骤之前是稳固的。
- HIP 作为完善者:然后将 CIP 的生坯放入 HIP 设备中,以消除所有残留的孔隙,锁定其形状并将其材料性能提升到绝对巅峰。
这种组合使制造商能够制造出既具有复杂几何形状又内部无瑕疵的精密、任务关键型零件。
做出决定:为您的实验室制定框架
选择正确的工艺完全取决于您的目标。这就是精密实验室设备变得至关重要的原因,它使工程师能够验证他们的材料策略。
- 目标:为烧结制造复杂的预制件? CIP 是您最有效、最经济的工具。
- 目标:消除铸件或预烧结零件中的缺陷? HIP 是实现最大性能的必要最后一步。
- 目标:制造几何形状复杂、零缺陷的组件? 顺序的 CIP 然后 HIP 工艺是成功的最佳途径。
执行这些策略需要精确可靠的设备。高质量的实验室压力机对于开发和完善将先进材料从概念变为现实的工艺至关重要。在 KINTEK,我们提供基础工具——从用于塑形的自动实验室压力机和等静压机,到用于模拟致密化的加热压力机——使工程师能够掌握这些先进的制造技术。
CIP 与 HIP:正面比较
| 方面 | 冷等静压 (CIP) | 热等静压 (HIP) |
|---|---|---|
| 温度 | 室温 | 高温(>1000°C) |
| 压力介质 | 液体 | 惰性气体(例如氩气) |
| 主要目标 | 塑造成均匀的“生坯”零件 | 致密化至完全理论密度 |
| 关键结果 | 均匀致密的预制件 | 消除孔隙率,增强机械性能 |
| 典型阶段 | 初始塑形步骤 | 最终或接近最终的精加工步骤 |
| 主要应用 | 烧结预制件,复杂几何形状 | 航空航天、医疗和其他关键组件 |
最终,理解塑形与完善之间的深刻区别是第一步。下一步是拥有正确的工具来自信地执行您的愿景。联系我们的专家
图解指南