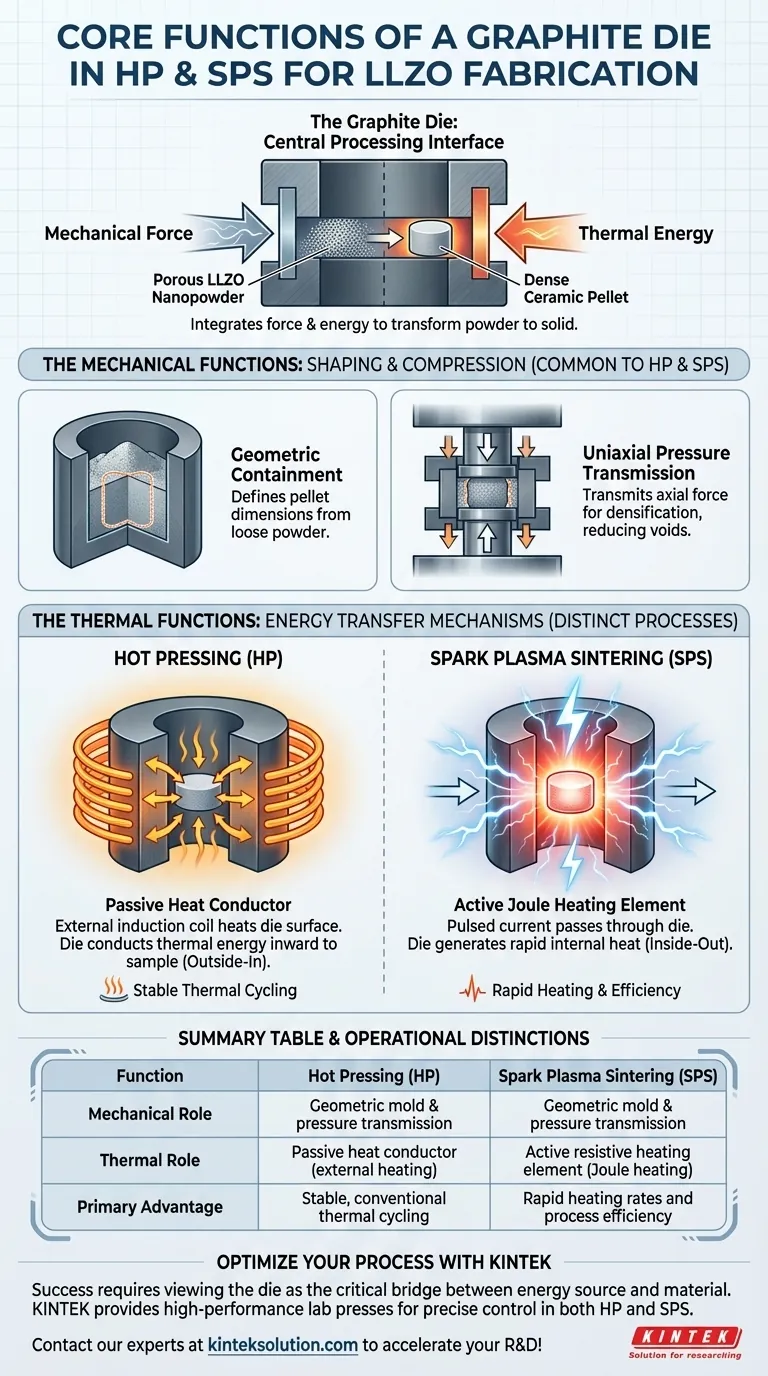
石墨模具是使用热压(HP)和放电等离子烧结(SPS)制造LLZO固态电解质过程中的核心加工界面。它同时执行三个关键功能:作为定义颗粒尺寸的几何模具,传递致密化所需的单轴机械压力,并作为将热能传递到陶瓷粉末的主要介质。
核心见解:在加压烧结过程中,石墨模具不仅仅是一个被动的容器;它是一个主动的组件,整合机械力和热能,将多孔LLZO纳米粉转化为致密的结构陶瓷。
机械功能:成型与压缩
几何约束
石墨模具最直接的功能是作为物理模具。
它将疏松的掺铝LLZO纳米粉或预压实的“生坯颗粒”限制在特定体积内。
这种约束定义了烧结电解质的最终形状和尺寸,通常会形成圆形颗粒。
单轴压力传递
除了简单的约束,模具组件还充当机械力的传递载体。
在HP和SPS中,压头将巨大的轴向压力(通常以千牛顿为单位测量)施加到模具柱塞上。
模具将此压力直接传递到粉末上,压实颗粒以减小内部空隙并确保最终高密度。

热功能:能量传递机制
热压(HP)中的热传导
在热压(HP)系统中,石墨模具主要充当热导体。
外部感应线圈产生热量,然后被模具外表面吸收。
模具将这些热能向内传导到LLZO样品,依靠石墨的导热性来加热粉末。
放电等离子烧结(SPS)中的焦耳主动加热
在SPS工艺中,模具的角色从被动导体转变为主动加热元件。
系统将高密度脉冲电流直接通过导电的石墨模具。
该电流在模具内部产生快速的焦耳加热,与外部感应加热方法相比,加热速率更快。
理解操作差异
虽然机械作用保持一致,但热量产生方式在两种工艺之间产生了明显的权衡。
热量产生源
在HP中,热梯度从外部向内部移动,因为模具将外部线圈的热量传递到核心。
在SPS中,模具通过电阻自身产生热量,将热源置于样品附近。
对工艺控制的影响
工艺的选择决定了您如何管理石墨模具的热性能。
对于HP,您依赖石墨能够随着时间的推移均匀导热。
对于SPS,您依赖石墨的电阻率来产生快速、可控的温度峰值。
为您的目标做出正确选择
石墨模具所扮演的具体角色在很大程度上取决于哪种烧结技术符合您的制造要求。
- 如果您的主要重点是快速加热和效率:使用放电等离子烧结(SPS),其中模具充当主动电阻加热器以最大限度地缩短加工时间。
- 如果您的主要重点是常规热循环:使用热压(HP),其中模具充当稳定介质,传导外部产生的感应热。
成功制造LLZO电解质需要将石墨模具视为关键桥梁,而不仅仅是模具,连接您的能源和材料。
总结表:
| 功能 | 热压(HP) | 放电等离子烧结(SPS) |
|---|---|---|
| 机械作用 | 几何模具和压力传递 | 几何模具和压力传递 |
| 热作用 | 被动热导体(外部加热) | 主动电阻加热元件(焦耳加热) |
| 主要优势 | 稳定、常规的热循环 | 快速加热速率和工艺效率 |
准备好优化您的LLZO电解质制造工艺了吗?
合适的实验室压力机对于在烧结过程中实现压力和温度的完美平衡至关重要。在KINTEK,我们专注于高性能实验室压力机,包括用于先进材料研究的自动实验室压力机、等静压机和加热实验室压力机。
我们的设备为热压和放电等离子烧结应用提供了精确的控制和可靠性。让我们利用能够完美连接您的能源和材料的技术,帮助您加速固态电池的开发。
立即联系我们的专家,讨论我们的实验室压力机解决方案如何加速您的研发!
图解指南