简而言之,冷等静压(CIP)的主要优势在于它能够制造出密度高度均匀的零件,并形成其他粉末压实方法无法实现的复杂形状。 该过程对封闭在柔性模具中的粉末从各个方向施加均匀的压力,从而形成具有高强度以便于处理的异常一致的生坯件,在烧结过程中具有可预测的收缩率,并具有优越的最终机械性能。
CIP 的核心优势不仅在于它生产什么,还在于它如何生产。通过利用帕斯卡定律施加均匀压力,CIP 消除了传统压制中常见的密度梯度和内应力,从而释放了材料质量和设计自由的更高潜力。
CIP 如何实现卓越压实
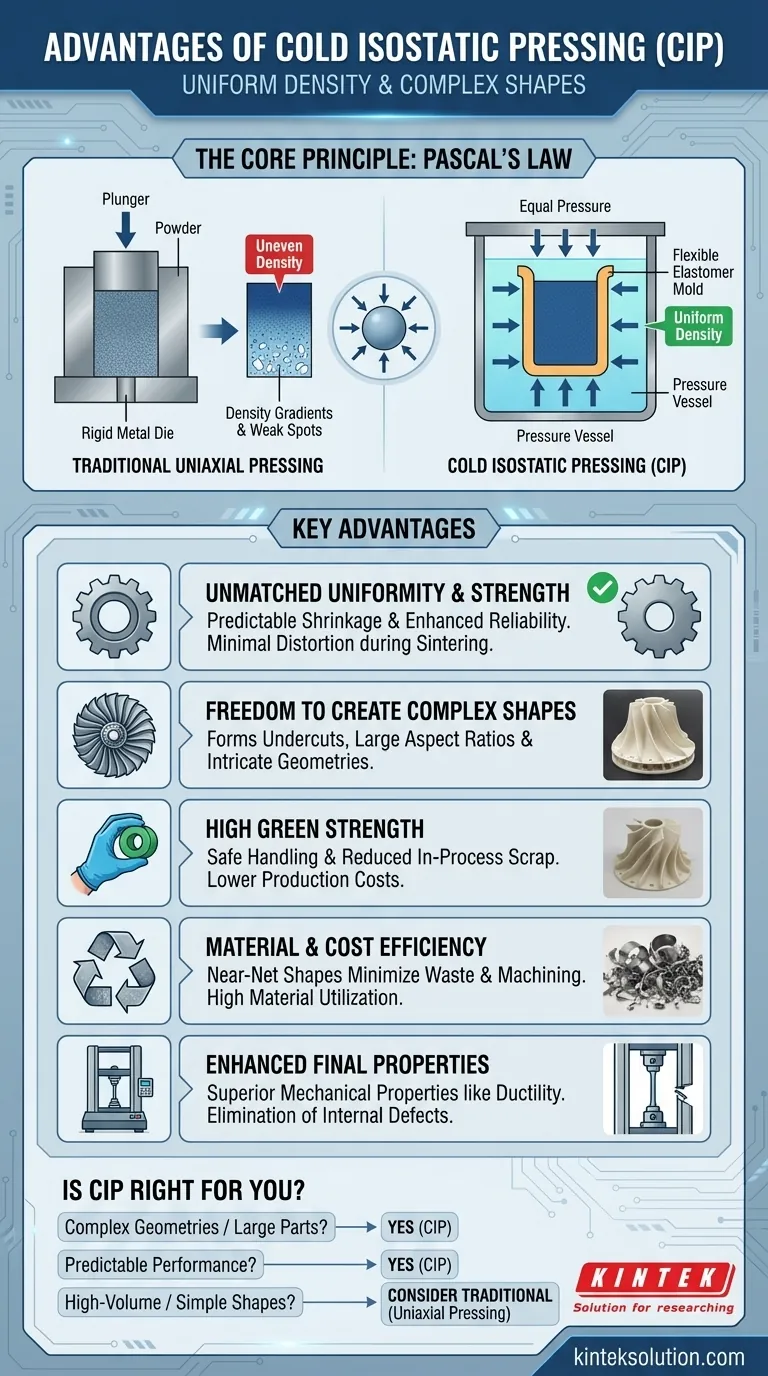
要理解 CIP 的优势,您必须首先理解其基本原理。与从一个或两个方向压缩粉末的传统单轴压制不同,CIP 使用液体在零件的整个表面上均匀施加压力。
原理:帕斯卡定律的应用
该过程是帕斯卡定律的直接应用,该定律指出施加到封闭流体的压力会不减地传递到流体的每个部分和容器的壁上。
在 CIP 中,粉末被密封在弹性体模具中,并浸入充满液体的压力容器中。当液体受压时,该压力会从各个角度均匀作用于柔性模具。
结果:均匀的生坯密度
这种等静压(在所有方向上均匀)力将粉末颗粒以相同的力压在一起,无论零件的几何形状如何。
结果是压实的“生坯”件,在其整个体积内具有异常均匀的密度。这消除了定向压制零件中常见的薄弱点、内部空隙和应力线。

主要优势解释
这种均匀的生坯密度是与冷等静压相关的几乎所有其他优势的来源。
无与伦比的均匀性和强度
由于生坯件密度均匀,其在随后的加热(烧结)阶段的行为是高度可预测的。这导致最小的变形和均匀的收缩。
没有空气夹带和内部空隙,最终烧结的零件具有一致、可靠的强度和增强的机械性能,例如延展性。
创造复杂形状的自由
使用柔性、低阻力的弹性体模具使设计人员摆脱了刚性模具的限制。
CIP 可以生产具有复杂几何形状、倒扣和大长宽比(例如,长而薄的管)的零件,这些零件使用传统方法无法压制或脱模。它对于大型材料和复杂组件都非常通用。
高材料和成本效率
CIP 非常适合生产近净形,这减少了材料浪费并最大程度地减少了对大量烧结后加工的需求。
此外,压实件的高“生坯强度”意味着它可以在最终硬化步骤之前安全地处理、加工或运输。这种坚固性通过减少过程中报废显著降低了生产成本。
了解权衡
虽然功能强大,但 CIP 并非适用于所有粉末压实需求的通用解决方案。了解其局限性是有效使用它的关键。
专注于“生坯”状态压实
CIP 是一个固结步骤,而不是最终生产方法。它生产的零件处于“生坯”状态,这意味着它们具有密度和处理强度,但尚未达到最终材料性能。始终需要随后的烧结或热等静压(HIP)步骤才能将颗粒熔合成立体、功能性组件。
模具和循环时间
CIP 中使用的弹性体模具的寿命有限,并且通常不如单轴压制中使用的硬化钢模具耐用。对于小圆柱体或块状等简单形状的大批量生产,传统压制通常更快且每个零件的成本效益更高。
尺寸公差
虽然收缩率非常可预测,但它不是一个完美的近净形过程。模具的柔性意味着要实现极其严格的尺寸公差可能仍然需要最终加工,尽管比其他固结方法少得多。
CIP 是您应用的正确选择吗?
选择正确的压实方法完全取决于您的项目在几何形状、性能和体积方面的具体目标。
- 如果您的主要关注点是复杂几何形状或大型零件:CIP 是更好的选择,因为柔性模具和均匀压力克服了刚性模具的设计限制。
- 如果您的主要关注点是可预测的最终性能和性能:CIP 能够创建密度均匀的生坯件,这对于最大限度地减少内部缺陷并确保一致、可靠的材料行为至关重要。
- 如果您的主要关注点是简单形状的大批量生产:传统的高速单轴压制可能会提供更低的每件成本和更快的循环时间。
通过理解等静压原理,您可以有效地利用 CIP 来实现其他方法无法比拟的材料质量和设计复杂性水平。
总结表:
| 优势 | 描述 |
|---|---|
| 均匀密度 | 消除密度梯度,使生坯件一致且收缩可预测。 |
| 复杂形状 | 形成其他方法无法实现的复杂几何形状和高长宽比。 |
| 高生坯强度 | 允许安全处理并减少过程中报废,从而降低成本。 |
| 材料效率 | 生产近净形以最大程度地减少浪费和加工需求。 |
| 增强性能 | 带来卓越的最终机械性能,如延展性和可靠性。 |
准备好通过冷等静压提升您实验室的能力了吗?KINTEK 专注于实验室压片机,包括自动实验室压片机、等静压机和加热实验室压片机,旨在为您的特定需求提供均匀压实和复杂零件成型。我们的解决方案有助于减少浪费,改善材料性能,提高效率——立即联系我们,讨论我们如何支持您的项目! 立即联系
图解指南